Газовая сварка практически всегда ассоциируется с ацетиленом, так как именно этот газ дает самую высокую температуру пламени при горении с добавлением очищенного кислорода. Это позволяет экономически выгодно использовать одинаковые объемы ацетиленового газа по сравнению с другими газовыми смесями.
Широкое использование и производство ацетилена несколько упало за последние десятилетия. Это вызвано внедрением высококачественных электродов для . Некоторые отрасли промышленности навсегда отказались от использования газовой сварки, но выполнение некоторых ремонтных и полевых работ без нее остаются невозможными.
Ацетилен для сварки (C2H2)
Общая информация
Ацетилен имеет углеводородный состав с тройной углеродной связью. Дешевый способ получения из карбида кальция и воды сделал его самым распространенным горючим газом для сварки. Высокая температура горения ацетилена приводит к выделению твердых частиц углерода, которые начинают ярко светиться от желтого пламени к белому. Это позволило применять ацетилен и для фонарей.
Ацетилен транспортируется и хранится в газовых баллонах белого или красного (для сжиженного состояния) цвета по 40 л под давлением 1,6 МПа. Он является взрывоопасным при добавлении кислорода или воздуха, а так же при высоком давлении.
Свойства ацетилена
- При температуре минус 83,3 0 С ацетилен переходит в жидкое состояние.
- При достижении минуса более 90 0 С газ затвердевает.
- Этот газ растворим в воде, и полностью растворяется в органических растворителях, таких как ацетон.
- При высоких температурах (500 0 С) ацетилен взрывается, а так же при давлении более чем 2 атм.
Преимущества и недостатки ацетиленовой горючей смеси для сварки
Преимущества:
- Самая высокая температура горения.
- Возможность получения ацетилена из генераторов и приобретения более качественного в заводских баллонах.
- По сравнению с другими горючими газами является самым выгодным.
Недостатки:
- Повышенная взрывоопасность и строгие условия техники безопасности.
- Высокая загазованность помещений при работе.
- Возможные возникновения дефектов: пережог и перегрев тонких металлов.
Оборудование и материалы для ацетиленовой сварки
При газовой сварке в качестве горючего газа чаще всего применяется ацетилен, но из-за ряда причин его так же и заменяют другими газами. Кроме того ацетилен является не единственным газом и расходным материалом, который необходим для получения качественного соединения металлов.
Расходные материалы при газовой сварке
- Ацетилен или заменяющий его газ
Он может быть в готовом виде (в баллоне), а так же в получаемом при разложении жидкости под действием электродугового разряда или при разложении карбида кальция водой. Остальные газы-заменители с низкой теплопроводностью применяются для отдельных металлов в качестве раскислителей. На их сгорание требуется разное количество кислорода, но они не являются экономичными.
- Кислород
Для обеспечения достаточных температур и быстрого расплавления металлов пары горючих газов или сам газ сжигается с добавлением чистого кислорода. Для сварки используют технический кислород трех сортов, который оценивается по объему при атмосферном давлении:
- высший сорт - частота 99.5% + 0.5% азот;
- первый сорт - частота 99.2% + азот, аргон;
- второй сорт - частота 98.5% + азот и аргон.
Жидкий кислород при сварке не используется, но он более удобен и безопасен для транспортировки в теплоизолированных емкостях.
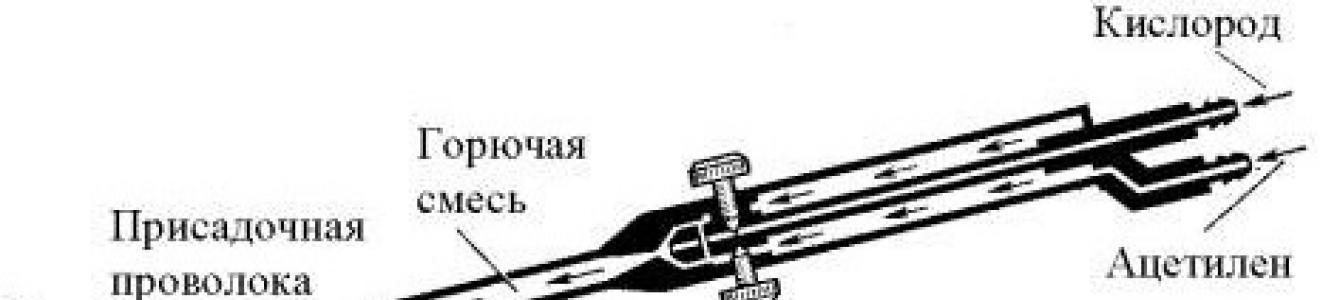
- Присадочная проволока
 используется в соответствии с химическим составом свариваемых металлов. Главным критерием ее подбора является температура плавления, которая должна быть чуть ниже температуры плавления металлов. В виде исключения для стали, меди, латуни и свинца проволока может быть заменена нарезанными тонкими полосками металла той же марки.
используется в соответствии с химическим составом свариваемых металлов. Главным критерием ее подбора является температура плавления, которая должна быть чуть ниже температуры плавления металлов. В виде исключения для стали, меди, латуни и свинца проволока может быть заменена нарезанными тонкими полосками металла той же марки.
- Флюсы
Сварочные пасты или порошки, называемые флюсами, применяются при сварке ацетиленом и его заменителями для защиты расплавленного металла от окисления и быстрого удаления уже образовавшихся пленок-окислов.
Проволока и края металлов обрабатываются флюсами, которые при нагреве образуют шлаки и всплывают на поверхность жидкого металла. Шлаковая пленка защищает сварочную ванну жидкого металла от окисления. выбор состава флюсов, как и присадочная проволока, зависит от вида свариваемых металлов.
Аппаратура для сварки
 требует одинакового набора аппаратуры вне зависимости от вида используемого горючего газа. Основным набором сварщика на сварочном посту является:
требует одинакового набора аппаратуры вне зависимости от вида используемого горючего газа. Основным набором сварщика на сварочном посту является:
- Водяной затвор. Он необходим для предотвращения воспламенения ацетилено-кислородной смеси в газовых каналах при так называемом обратном ударе. Защитный затвор всегда подсоединяется между горелкой или резаком и газопроводом к баллону или ацетиленовому генератору.


- Средства защиты сварщика и инструмент. Сварочная маска, очки, рукавицы, ключи баллонные, молоток и щетка по металлу для зачистки сварных швов.
Весь этот набор оборудования и расходных материалов является обязательным, но не минимальным. Для кислородной резки используют еще и горелку-резак. Из-за опасности проведения сварочных работ взрывоопасной смесью все оборудование должно проходить регулярные проверки и быть в полной исправности.
Технологический процесс сварки с помощью ацетилена
Ацетилен является наиболее выгодным газом при сварке толстых металлов, а так же наиболее удобным при использовании его в полевых условиях. При этом технология получения сварного шва довольно проста и давно освоена, но требует особой внимательности сварщика.
Технология сварки ацетиленом
- Исходя из толщины свариваемых металлов, подбирается необходимая горелка (от 0 до 5). Ее толщина будет влиять на ширину шва и расход горючего газа.
- Горелка обязательно продувается ацетиленом до появления запаха и проверяется на готовность к работе.
- Поджигается горючий газ и медленно добавляется кислород до образования устойчивого пламени. При этом выходное давление на редукторах: ацетилен - 3-4 атм., кислород - 2 атм.
- Регулировкой горелки подбирается необходимое сварочное пламя, его мощность.
- Тщательно очищенные поверхности металлов передвигаются друг к другу и медленно разогреваются горелкой.
- Сам процесс сварки проводится либо левым, либо правым способом .
- Следом за горелкой перемещается присадочная проволока.
Позволяет получить надежное соединение, а качество шва зависит от мастерства сварщика. Но стоит учитывать, что температура горения ацетилена очень высокая, поэтому многое зависит от правильно выбранного соответствия сварочного пламени металлу.
Выбор сварочного пламени
Состав горючей смеси определяет температуру, внешний вид и соответственно мощность сварочного пламени. Регулируя соотношение кислорода и ацетилена в смеси, сварщик может получить три основных вида пламени:
- Науглероживающее (избыток ацетилена). Применяется при соединении твердых металлов, а так же алюминия и магниевых сплавов.
- Нормальное (нейтральное). Наиболее часто применяемый вид пламени для сварки “черных” металлов. Пламя имеет четко выраженную корону и состоит из трех цветовых зон: ядро - ярко-голубая, восстановительная зона - бледно-голубая, факел - желтая. Восстановительная зона и факел являются рабочими областями пламени горелки.
- Окислительное (избыток кислорода). Используется при резке металла, сварки латуни и пайке припоев вместе с присадочной проволокой.

Сварочное пламя непосредственно влияет на качество и прочность сварочного шва. Его мощность должна соответствовать теплофизическим свойствам металла и его толщине. Так же проволока, флюс и выбор угла наклона газовой горелки являются определяющими параметрами процесса сваривания металлов.
Металлургические процессы ацетиленовой сварки
Использование ацетилена приводит к характерным особенностям процесса образования шва:
- образовывается небольшая ванна расплавленного металла;
- в точке сваривания достигается высокая температура и основная концентрация тепла;
- металл быстро расплавляется и быстро остывает, но не так как при электродуговой сварке;
- жидкий металл ванны успевает интенсивно перемешиваться газовым потоком пламени и проволоки, что обеспечивает гладкость сварному шву;
- осуществляется химическое взаимодействие между расплавленным металлом и газами сварочного пламени.
Основные реакции газовой сварки:
- Окисление: металлы, которые обладают родством с кислородом (магний, алюминий).
- Восстановление: железо, никель и так далее.
От вида металла и происходящей реакции во время сваривания зависит применение тех или иных флюсов, проволоки.
Структурные изменения свариваемых металлов
Зоной влияния пламени является участок шириной в 3 раза превышающий толщину свариваемых металлов. Соответственно процесс расплавления ацетиленом металлов толщиной более 5 мм представляет сложность и в этом случае обязательно делается скос кромок. Но общая зона влияния газового пламени больше, чем при дуговой сварке, что позволяет соединять более толстые металлы.
При равномерном прогревании слои основного металла, примыкающие к сварочной ванне, приобретают крупнозернистую структуру. Наиболее крупная и отчетливо прослеживающаяся структура наблюдается в зоне приближенной к самому шву.
Это зона неполного расплавления металла, которая является самой непрочной и подверженной образованию дефектов. За зоной возможных разрушений следует так же зона крупнозернистой структуры металла - зона не рекристаллизации, которая характеризуется меньшими температурами плавления. Все последующие зоны на расстоянии нескольких миллиметров от шва свою мелкозернистую (нормальную) структуру не меняют.
Для уменьшения зоны возможных дефектов используют либо предварительный нагрев непосредственно в зоне сваривания, либо общую термообработку детали, либо горячую проволоку для шва. Все это позволяет наплавленному металлу шва иметь меньшее удлинение и меньший коэффициент вязкости по сравнению с основным металлом, что обеспечивает повышенную пластичность соединения.
Режимы сварки ацетиленом некоторых металлов
Углеродистая сталь
Высокоуглеродистые стали не рекомендуется сваривать ацетиленом. А для низкоуглеродистых сталей газовая сварка применима в любых вариантах, с выбором любого метода сваривания. При нормальном пламени горелки и средней мощности 120 дм 3 /ч используется правый метод сваривания. Для повышения качества шва чаще всего используется проволока из малоуглеродистой стали. При нагреве часть марганца, кремния и углерода выгорает, что обеспечивает получение крупнозернистой структуры основного металла. проволока с содержанием 0,17 % углерода, 1,1% марганца и 0,9% кремния используется для получения слоя наплавленного металла ровной структуры.
Легированная сталь
Теплопроводность легированных сталей приводит к высокой степени деформации при значительных температурах, что затрудняет процесс сварки ацетиленом.
- Низколегированные стали: хорошо свариваются нормальным пламенем с применением соответствующих флюсов.
- Хромоникелевые стали: свариваются нормальным пламенем низкой мощности (до 75 дм 3 /ч).
- Жаропрочные стали: используется проволока с содержанием 25% хрома и 21% никеля.
- Коррозиестойкие стали: применяется проволока с 3% молибдена, 11% никеля и 17% хрома.
Чугун
Окислительное пламя пагубно влияет на . При его применении выгорает кремний в зоне разогрева и в металле шва образуются зерна белого чугуна. Такое соединение не является прочным и легко колется. Для соединения частей деталей из чугуна возможно использование нормального или науглероживающего пламени газовой горелки.
Медь
Высокий коэффициент теплопроводности меди требует подвода от газовой горелки значительно большего количества тепла, чем для сталей. При этом медь очень быстро плавится и является сверхтекучим материалом в жидком состоянии. Поэтому ее соединение необходимо производить без зазора между кромками деталей или с использованием проволоки из чистой меди. Для удаления медных шлаков используют специальные флюсы, которые к тому же обеспечивают и раскисления шва.
Латунь
Электродуговой сварке соединение латуни не поддается, поэтому применяют газовую сварку. При образовании шва необходимо использовать температуры около 900 0 С, которых достаточно для возникновения соединения, но не хватает для полного испарения цинка из металла. При газовой сварке допустимый процент испарения цинка из шва и около шовной зоны - 25%, что позволяет сформировать не пористый шов.
Если количество ацетилена в горящей смеси увеличить до 35%, то количество испаряемого цинка значительно уменьшится. В этом случае не обойтись без присадочной латунной проволоки и флюса.
Бронза
Бронза сильно подвергается окислительным реакциям, вследствие чего из нее быстро испаряются олово, кремний и алюминий. Поэтому все соединения с использованием газовой сварки необходимо проводить восстанавливающим пламенем горелки. В качестве присадочной проволоки используют непосредственно соединяемый металл, а для раскисления шва в металл вводят еще и 0,5% кремния. Для бронзы подходят флюсы того же состава, что и для меди и латуни.
Плюсы и минусы ацетиленовой сварки
Прежде всего, любая ручная газовая сварка отличается большими возможностями по сравнению с электродуговой сваркой. Но это же преимущество требует и большего контроля со стороны сварщика, а значит, повышает возможность возникновения ошибки и нарушения целостности соединения.
Преимущества:
- Удобство использования в строительных и монтажных условиях, где нет силового кабеля и источника энергии. Оборудование для сварки достаточно мобильное и легко транспортируется.
- Возможность соединить несколько видов металлов с разными температурами плавления при использовании одного вида оборудования. Только за счет регулирования пламени и концентрации ацетилена в горючей смеси.
- Незаменимость при , латуни, меди.
- Повышение качества шва за счет использования правильно подобранной проволоки.
- Возможность регулировки скорости нагрева металла при сваривании ацетиленом.
Недостатки:
- Человеческий фактор: требуется высокая квалификация сварщика для достаточного уровня производительности.
- Большая зона термического влияния, что в машиностроении является неприемлемым.
- При более 5 мм дуговая сварка является более выгодной м по затратам, и по скорости получения соединения.
- процесс газовой сварки не поддается механизации и автоматизации.
- Газовая сварка не обеспечивает качественного соединения высокоуглеродистых сталей.
- Возникновение напряжений в металле, что приводит к деформации при сваривании внахлест.
- Экономически не выгодный по сравнению с использованием дуговой сварки вариант получения качественного и надежного сварного соединения.
- Взрывоопасность применяемых материалов, которые невозможно использовать в определенных условиях.
Особенности сварки ацетиленом:
- Идеально подходит для стыковых, а не торцевых соединений.
- Производительность сварки прямо пропорционально зависит от чистоты кислорода и ацетилена.
При всех недостатках и опасностях при использовании и хранении ацетилен, он был и остается главным горючим газом для сварки. В свою очередь, газовая сварка никогда полностью не сдаст позиции и не утратит свою популярность, так как в некоторых условиях она является просто незаменимой и многие отрасли промышленности уже не смогут обойтись без нее.
Высокая квалификация сварщика и многочисленный опыт работы позволяет процессу ацетиленовой сварки стать не только выгодный по расходу материалов, но и по производительности получения сварных соединений различных деталей металлоконструкций. Строгое соблюдение техники безопасности и всех мер предосторожности сводит к минимуму возникновение опасных ситуаций при использовании сварки ацетиленом.
Старая сварочная технология, с помощью которой всегда получается красивый и прочный шов, ацетиленовая сварка. В основе данного процесса лежит горючий газ – ацетилен, который всегда получали при помощи смешивания воды и карбида кальция. И делали это в специальном баллоне, называемом генератором. К оборудованию добавлялся кислородный баллон, комплект шлангов, горелка, установленная на специальной рукоятке, на которой располагаются регулирующие вентили. С их помощью регулировалась подача и расход ацетилена и кислорода.
Возни с генератором газа всегда было много. Его необходимо было перед каждым сварочным процессом загружать карбидом и заполнять водой. После окончания сварки смесь сливали, тем самым получали непредвиденный расход материалов. Сегодня вместо капризных генераторов используют баллоны, которые в заводских условиях заполняются ацетиленом под необходимым давлением.
Газосварка ацетиленом, а точнее, ее качество, зависит от горелки. От точного ее выбора по размерам, от грамотной подачи газов в ее полость. Что касается размеров, то горелки маркируются от нуля до пяти. В этом случае «0» является самым малым размеров, соответственно «5» - самым большим. Здесь в основном имеется ввиду размер отверстия. И чем больше он, тем шире будет сварочный шов после сварки, соответственно и больше будет расход газовой смеси.
Поэтому, начиная варить металлические заготовки ацетиленом, нужно в первую очередь убедиться, что наконечник (его номер) соответствует форсунке, через которую будет подаваться горючая газовая смесь.
Технология сварки
Перед тем как варить ацетилен сваркой, необходимо открыть подачу ацетиленового газа до появления резкого специфичного запаха. Горелка поджигается, после чего надо постепенно добавлять кислород до образования устойчивого синего пламени. Обратите внимание, что на каждом баллоне: ацетиленовом и кислородном установлены редукторы. Так вот при подаче обоих газов на ацетиленовом баллоне должна устанавливаться подача под давлением 2-4 атм, на кислородном до 2 атм. Повышать давление нет смысла, потому что это приведет к неправильной регулировке горючей смеси.
Когда производится сварка черных металлов, то обычно сварщики устанавливают так называемое нейтральное пламя. Состоит оно из трех частей, которые четко видны невооруженным глазом:
- Внутри располагается ядро, оно имеет яркий голубой окрас нередко с зеленоватым оттенком.
- Далее идет восстановительное пламя. Это так называемая рабочая область, имеющая бледно-голубой окрас.
- И сверху располагается факел пламени. И он тоже является рабочим.
Всего специалисты отмечают четыре разновидности пламени ацетиленовой сварки, но именно нейтральный вид используется чаще всего. Его нужно правильно настроить. И если настройка была проведена неграмотно, то сварка ацетиленом будет не варить металл, а резать его. Очень важно не допустить, чтобы пламя горелки было длинным и с оранжевым концом. Такое пламя вводит в нагретый металл углерод в избытке. А этот химический элемент для сварочного процесса – не самый лучший показатель.
Способы сваривания
Существует два вида сварки: «на себя» и «от себя». В первом случае горелка движется первой, разогревая до необходимой температуры сварочную ванну, а за ней присадочная проволока. При этом необходимо, чтобы пламя горелки подавалось в зону сваривания под углом 45°. Горелка должна двигаться кругами или полукругами вдоль шва, присадка должна поспевать за пламенем и двигаться внутрь сварной зоны.
Во втором случае, наоборот, перед горелкой движется присадочный стержень. Обычно таким способом сваривают заготовки из толстого металла. Потому что сам процесс расплавления основного металла и присадки происходит одновременно, и смешанный расплавленный металл полностью заполняет сварную ванну. Но самое важное при таком способе соединения необходимо добиться равномерного смешивания двух металлов. Если взаимное проникновение будет слабым, то и шов получится некачественным.
Кстати, взаимопроникновение металлов, по-научному пенетрация, может выглядеть чисто внешне некрасиво, но при этом прочность соединительного шва будет максимально высоким. И, наоборот, красивый шов не обеспечивает высокое качество сварного соединения. В этом случае красота может оказаться обманчивой. Но чтобы результат был гарантированно качественным, необходимо устанавливать зазор между заготовками по минимуму, а также проводить предварительные прихватки с той же целью – уменьшение зазора.
Особенности газовой сварки
Ацетилено-кислородная сварка имеет три основных параметра, от которых зависит качество конечного результата. Это мощность огня (пламени), это под каким углом к сварочной поверхности располагается горелка, диаметр используемого присадочного прутка.
Мощность пламени горелки выбирается в зависимости от теплофизических свойств металла и от толщины свариваемых заготовок. Зависимость такая: чем толще детали, чем выше у их металла теплопроводность и температура плавления, тем больше должна быть и мощность пламени горелки. Последняя определяется расходом газовой смеси. Чем больше расход, тем выше мощность. Для каждого вида металлов выбирается свой мощностной показатель. Существуют формулы, по которым он определяется. Основная зависимость – это толщина свариваемых заготовок.
- Для черных металлов (сталь и чугун) мощность располагается в пределах (100-150)n, где n – это толщина детали.
- Для цветных металлов, к примеру, для меди – диапазон равен (150-200)n .
Мощность пламени, как и расход газов, имеет единицу измерения – л/час.
Что касается угла наклона горелки, то она также изменяется в зависимости от толщины соединяемых изделий. К примеру, если толщина варьируется в диапазоне от 1 до 15 мм, то угол наклона будет изменяться от 10 до 80°. И чем толще металл, тем больше угол наклона. Но в самом начале сварки необходимо угол наклона выдерживать максимальным, даже до 90°, потому что при таком значении будет быстрее нагреваться соединяемые детали, плюс быстрее сформируется сварочная ванна.
Диаметр присадочного стержня также выбирается в зависимости от толщины заготовок. Формула определения проста: половина толщины плюс один миллиметр. К примеру, если свариваются между собой детали толщиною 4 мм, то для их соединения необходима присадка диаметром 3 мм.
Плюсы и минусы
К преимуществам газовой сварки можно отнести:
- Полная независимость от электричества.
- Возможность изменять температуру сварочной ванны только за счет изменения угла направления пламени, то есть, расположения горелки.
- Возможность избегать прожогов, изменяя расстояние от сварочной поверхности до горелки.
- Аппарат и все оборудования для ацетиленовой сварки мобильно.
Но есть у данной технологии и свои минусы.
- Небольшая производительность сварочного процесса.
- Достаточно большая площадь нагрева, что чаще всего отрицательно влияет на сам основной металл.
- Для проведения сварных работ требуется сварщик с высокой квалификацией.
- Редко используется в промышленных объемах.
Чаще всего же сварка ацетиленовым газом применяется для соединения тонкостенных заготовок. К примеру, для стыковки тонкостенных труб, где невозможно изнутри использовать флюс или защитный газ. Обязательно ознакомьтесь с видео-уроком, правила ведения ацетиленовой сварки.
Cтраница 1
Ацетиленовая сварка до недавнего времени являлась основным технологическим процессом для сварки алюминия, но в силу существенных недостатков она в настоящее время почти повсеместно вытеснена другими, более совершенными и производительными, сварочными процессами.
Ацетиленовая сварка алюминия производится на медных или стальных подкладках, плотно прилегающих к шву. Сварка листового алюминия толщиной, более 6 мм производится с предварительным подогревом металла до 300 - 350 С.
Ацетиленовая сварка латуни по сравнению с другими методами сварки применяется ограниченно. Существенным недостатком этого метода является значительная деформация изделия как следствие общего разогрева металла до температуры оплавления кромок свариваемых деталей. Правка сваренных конструкций не всегда полностью устраняет коробление и сопровождается наклепом, что во многих случаях является недопустимым.
Ацетиленовая сварка сталей применяется в химическом аппаратостроении ограниченно в силу присущих ей недостатков. Значительный разогрев основного металла, обусловливаемый более длительным воздействием источника тепла, вызывает повышенную деформацию свариваемых узлов и способствует перегреву и росту зерна в сварном соединении. По сравнению с другими сварочными процессами ацетиленовая сварка является малопроизводительным и неэкономичным процессом. Она применяется лишь при отсутствии источников тока и в других случаях, обусловленных конструктивными соображениями или технологией изготовления.
Ацетиленовую сварку применяют лишь при отсутствии оборудования для других видов сварки, а также при ремонте и монтаже аппаратуры и трубопроводов на химических комбинатах.
Ацетиленовую сварку применяют для изготовления труб диаметром 21 5 - 114 мм и толщиной стенки 0 7 - 4 0 мм. Ленту формуют в валковом стане, после чего кромки трубной заготовки разогревают до сварочной температуры ацетиленовой горелкой. Сварку давлением осуществляют в специальных валках со скоростью до 0 7 м / с.
Ацетиленовую сварку латуни целесообразно применять лишь в том случае, когда неприменима пайка по конструктивным или иным соображениям, а дуговая сварка металлическим или угольным электродом невозможна вследствие отсутствия требуемого сварочного оборудования.
Для ацетиленовой сварки употребляется присадочная проволока (присадочные стержни) марок Св - 08А и Св-08 диаметром от 1 до 12 мм. Технология ручной ацетиленовой сварки труб сводится к следующему. Поворотные стыки свариваются за один проход при постепенном поворачивании трубы, которое производится после того, как будет сварен участок трубы в 60 - 70 в полувертикальном положении. Пламя при сварке должно быть нейтральным.
Технология ручной ацетиленовой сварки труб сводится к следующему. Пламя при сварке должно быть нейтральным. Мощность его подбирают из расчета расхода 100 - 125 л ацетилена в 1 ч на 1 мм толщины стенки при давлении кислорода 2 5 - 3 ати.
При ацетиленовой сварке максимальная зарядка карбида кальция не должна превышать 10 кг; количество горелок, присоединенных на один аппарат, не может быть более двух, а их суммарная мощность превышать 2000 л газа в час; в рабочем помещении допускается установка только одного переносного газогенератора.
Встречается при ацетиленовой сварке; может загрязнять СО, которую хранят в стальных баллонах.
Этим пользуются для сварки (ацетиленовая сварка) и резки металлов.
Кислородно-ацетиленовая сварка называется автогенной, так как соединеняет детали из одинакового металла путем их плавления. Жесткое неразъемное соединение получается путем местного плавления кромок соединяемых деталей при нагреве пламенем кислородно-ацетиленовой горелки. Жидкий металл, получаемый при этом, образует неразрывный расплав, в который при необходимости вводится присадочный металл.
Пламя кислородно-ацетиленовой горелки создается горением ацетилена в другом газе – кислороде.
Ацетилен получают в ацетиленовых генераторах и тут же его используют. Как и кислород, ацетилен может быть в баллоне. Из баллона газ проходит через редуктор, затем смешивается в сварочной горелке, на выходе которой его поджигают, создавая кислородно-ацетиленовое пламя.
Сырьем для получения ацетилена являются карбид кальция и вода. Карбид кальция представляет собой твердое вещество, по внешнему виду и твердости напоминающее камень. Его получают путем соединения углерода с известью в электрической печи при температуре 3000°С. Затем дробят и укладывают в бочки, на которых указывается размер камней, что является важной характеристикой для использования карбида в генераторах. Бочку необходимо закрывать герметично, так как карбид кальция сильно поглощает пары воды, содержащиеся в воздухе. При этом скорость реакции намного медленнее, чем в генераторе, тем не менее, в результате ее также получается ацетилен, который может смешиваться с воздухом, находящимся в бочке, и образовывать взрывчатую смесь.
Ацетилен получается в результате реакции карбида кальция с водой. Этот газ обладает особым запахом, возникающим особенно в генераторах, в которых не происходит очистка ацетилена от сероводорода. При сварке кузова обычно используют контактные генераторы высокого давления. Генераторы выполнены с жестким газометром и имеют камеру для заполнения водой. По мере увеличения давления ацетилена он выжимает воду в камеру нагнетания и отделяет воду от контакта с карбидом кальция. При понижении давления в газометре зеркало воды поднимается и реакция возобновляется. Образующаяся известь выпадает в осадок на дно бачка и должна удаляться при каждой новой зарядке генератора. Сухие клапаны и водяные затворы предназначены для предотвращения возврата кислорода в газометр. В баллонах ацетилен растворен в ацетоне, которым пропитана пористая ткань. Максимальная емкость баллона составляет 1000 л/ч.
На станциях автосервиса в зависимости от их мощности применяют ацетиленовые генераторы – стационарные или передвижные. Наибольшее применение из передвижных нашли однопостовые ацетиленовые генераторы марок АСМ– 1,25-3; АСВ-1,25; АНВ-1,25 производительностью 1,25 м 3 /ч. Из стационарных применяют генераторы марок ГРК-10-68 производительностью 10 м 3 /ч. В этом случае сварочные посты снабжаются ацетиленом по трубопроводам централизованной раздачи.
Широко применяются для обеспечения работы газосварочных постов находят баллоны со сжиженным газом, в том числе и с ацетиленом. Ацетилен поставляют в баллонах типа 100 или БАС-158, кислород – в баллонах типа 150 и 150Л. Углекислый газ хранят и транспортируют в баллонах типа 150.
Редукторы для понижения давления газа, отбираемого из баллона, выпускают 18 типоразмеров (на различные давления и производительность). При газопламенной сварке кузовных деталей применяют редукторы марок ДКП-1-65 – для кислорода, ДАП-1-65 – для ацетилена, ДЗД-1-59М – для углекислого газа. Для централизованного питания постов кислородом от распределительных рамп применяют рамповые редукторы марки КРР 61.
Шланги изготовляют из вулканизированной резины с тканевой прослойкой или нитяной оплеткой, снаружи oтделанной резиновым слоем. Шланги выпускают трех типов: тип I – для ацетилена с рабочим давлением не более 0,608 МПа; тип II – для бензина и керосина с рабочим давлением не более 0,608 МПа; тип III – для кислорода с рабочим давлением не более 1,520 МПа.
Для горелок малой мощности применяют облегченные шланги с внутренним диаметром 6 мм, для горелок большой мощности с внутренним диаметром 16 и 18 мм.
Наружный слой ацетиленовых шлангов имеет красный цвет, шлангов для жидкого топлива – желтый, для кислорода – синий. Длина шланга при работе от баллона должна быть не менее 8 м, а при работе от генератора – не менее 10 м.
Сварочные горелки – основной инструмент при ручной газовой сварке. Они позволяют регулировать тепловую мощность пламени путем изменения расхода горючего газа и кислорода.
Для сварки тонколистовых металлов (0,2-4 мм) применяют горелки малой мощности (Г2; ГС-2; «Звездочка»; «Малютка») с комплектом наконечников № 0; 1; 2; 3. Малые горелки имеют массу 360-400 г и рассчитаны на работу со шлангами внутренним диаметром 6 мм.
К недостаткам газопламенной сварки следует отнести повышенную возможность пожаро– и взрывоопасности, повышенную загазованность рабочих мест. Кроме того, при сварке тонколистовых кузовных деталей наблюдаются их значительные коробления, перегрев и пережог. Трудоемкость доводки такой поверхности до требований товарного вида высока, а срок службы сварочного соединения низок из-за слабой коррозионной стойкости.
Ацетилен в горелке засасывается кислородом, который выходит из инжектора с большой скоростью. В расширяющемся канале газы смешиваются. Набор различных сопел обеспечивает получение пламени различной тепловой интенсивности. Зоной, осуществляющей сварку, является остроконечное пламя.
Подготовка кромок для сварки осуществляется с учетом толщины свариваемого металла и способа применяемой сварки. На практике при кузовных автомобильных работах газовая сварка выполняется на тонких листах. Чтобы после сварки можно было произвести рихтовку, свариваемые листы необходимо выставить в одной плоскости. Способ сварки, применяемый в этом случае, называют левой сваркой.
По возможности и в особенности для выполнения сварки с высокой надежностью, например, сварки лонжеронов, применяют вертикальную сварку с двойным швом.
Сварка внутренних или наружных углов не позволяет производить рихтовку сварных швов тонких листов, однако она может быть очень полезной при соединении труб.
В настоящее время листы толщиной, равной или более 2 мм, обычно сваривают дуговой сваркой.
Подготовка тонких листов под сварку очень простая. Кромки листов обрезаются ножницами или пилой, обеспечивающими прямой рез. Листы плотно состыковывают друг с другом. Если листы подогнаны не точно, их разъединяют и подгоняют, а затем снова состыковывают для выполнения сварки. Если сварочный шов должен быть расположен в углу, то в зависимости от формы детали предпочтительнее применить такой метод, при котором сварку можно выполнять встык отогнутой кромки одного листа с прямой кромкой другого листа, предвидя выполнение в последующем рихтовки.
Сварщик, работающий правой рукой, держит горелку в правой руке, при этом горелку располагает вдоль оси сварного шва, наклоняя ее так, чтобы пламя было направлено налево. Конец пламени удерживают на расстоянии около 1 мм от зеркала расплавленного металла. Горелку перемещают справа налево. В этом случае сопло наклонено в сторону выполненного сварного шва, а струя пламени прогревает линию сварки.
На практике иногда бывает невозможно производить поперечную сварку. Независимо от направления перемещения сопла горелки, оно всегда наклоняется в сторону выполненного сварного шва.
Если сварка производится с присадочным металлом, то его удерживают симметрично соплу, погружая конец присадочного металла короткими быстрыми движениями в расплавленный металл шва.
Сварку без присадочного металла применяют, в частности, в кузовных жестяных работах. Способ левой продольной сварки часто называют кузовной.
Сварка точками. Это предварительная прихватка, заключающаяся в скреплении двух соединяемых деталей короткими сварными строчками, которые называют сварными точками. Эти точки удерживают кромки в необходимом положении в процессе сварки. Сварные точки должны быть достаточно прочными, чтобы под действием расширения при сварке не происходило их разрыва. Однако сварные точки не должны быть и длинными, чтобы их можно было легко разрушить при необходимости подгонки деталей. Сварные точки не должны сильно превышать толщину свариваемой детали, чтобы не являться помехой в процессе выполнения окончательной сварки. Первую точку желательно выполнить посередине линии сварки.
Если сварной шов формирует угол, то первую точку следует выполнить в вершине угла. Если сварка предназначена для ремонта излома, то первую сварную точку выполняют в месте начала излома на листе. Далее сварные точки располагают с интервалом 30 толщин свариваемого листа, однако в большинстве случаев их следует сближать больше (сжатая точечная сварка).
Сварные точки выполняют, начиная от первой, направляя горелку в направлении не схваченных точками участков. При нагреве кромок происходит их расхождение, однако при охлаждении, следующем после плавления, происходит усадка, вызывающая сближение кромок.
Не следует вначале соединять точками два конца сварного шва, а затем выполнять промежуточные точки, так как при этом будет возникать расширение в противоположных направлениях, которое приведет к деформации кромок, вызывающей либо их перекрещивание, либо изменение уровня расположения.
При сварке точками замкнутого шва прямоугольной формы вначале выполняют точки на двух наиболее плоских сторонах, расположенных противоположно друг другу, а затем на двух других более выпуклых сторонах, так как в результате неизбежного защемления деформация, вызванная удлинением будет временно акцентироваться в центре.
При сварке точками без присадочного металла острие пламени приближают к кромкам и расплавляют.
Если расплав металла каждой кромки с трудом соединяется друг с другом, нужно немного поднять горелку, что обычно приводит к образованию единого расплава металла. Следует дать сварной точке затвердеть до ее почернения.
Если нарушился уровень расположения кромок или кромки, не прихваченные точками, налезают друг на друга, нужно подрихтовать последнюю точку. Если несоединенные точками кромки слишком толстые, необходимо полностью охладить последнюю точку, что приведет к максимальной усадке металла. Если этого окажется недостаточным, следует произвести сварку более близко расположенными точками, расплавляя небольшие капли присадочного металла.
Сварка намного облегчается, если подгонка кромок и соединение точками выполнены очень тщательно. В равной степени можно производить сварку кузовных деталей без прихвата точками. Один из свариваемых листов при этом является неподвижным, а другой приваривают сразу, держа горелку в одной руке и направляя второй рукой привариваемый лист так, чтобы кромка листа была установлена для сварки точно.
Выполнение сварки на горизонтально располагаемых деталях кузова. Для выполнения такой сварки, так же как и для прихватки точками, на горелку необходимо установить сопло, соответствующее толщине сварки. Нормальный расход газа 100 л/ч на 1 мм толщины сварки. На практике стандартный расход составляет 50-70 л. Для меньшей горелки принимают и меньший расход. В действительности листовая обшивка кузовов легковых автомобилей имеет толщину менее 1 мм.
После точечного прихвата следует произвести подрихтовку всей линии стыка, соединенного сварочными точками. Нельзя начинать сварку с края листа, так как кромки расходятся. Начинают сварку с внутренней части шва и направляются к краю листа, т.е. выполняют закраину. Затем производят сварку, начиная от закраины, и ведут ее к другому краю.
Если вырез, который подлежит сварке, имеет форму угла, то сварку начинают с вершины угла и ведут ее в направлении одного края, а затем другого. Если производят сварку детали, образующий отверстие посередине панели, то сваривают попарно две противоположные стороны. Перед сваркой производят тщательную регулировку пламени, а затем подводят его на расстояние около 1 мм до поверхности металла. Сопло наклоняют под углом приблизительно равным 45° к оси сварного шва. Как только металл расплавится, горелку равномерно перемещают без смещения в боковом направлении. Поддерживают нормальное плавление металла путем изменения скорости подачи и корректировки угла наклона горелки.
При увеличении наклона сопла проникновение зоны расплавленного металла уменьшается. Поэтому при сварке угол наклона сопла изменяется в пределах 15-45°. Во всех случаях надо иметь наготове пруток присадочного металла, чтобы заполнить случайно образовавшееся при сварке отверстие.
С внутренней стороны сварочный шов должен представлять собой тонкую линию непрерывно расплавленного металла. Сварочный шов должен иметь небольшую ширину – ширина шва должна быть ориентировочно в пределах 3-4 толщин свариваемого листа. После сварки металлу дают охладиться, не смачивая его. Сварочные швы и их закраины необходимо затем отрихтовать, следя за тем, чтобы металл сильно не вытягивался.
Немного иначе выглядит левая сварка.
Она применяется на несъемных деталях автомобиля, особенно в том случае, когда деталь невозможно расположить так, чтобы произвести горизонтальную сварку.
Иными словами, сварочный шов может располагаться в наклонной или вертикальной плоскости. Для выполнения такой сварки, которая еще называется сваркой по месту, устанавливают сопло, производительность которого приблизительно на 30 % меньше той, которая необходима для горизонтальной сварки листов такой же толщины.
Вертикальная сварка двойным швом. Этот тип сварки с высокой надежностью подходит лишь для сварки внутренних деталей, например лонжеронов. Применяют сопло с расходом 60 л/ч. Для прихватывания сварными точками зазор между листами принимают равным двум толщинам. Горелку удерживают под углом около 30° к горизонтали, а присадочный металл – под углом 20° к горизонтали.
В противоположность тому, что было определено для других способов, сварку начинают с создания отверстия. Затем начинают подачу горелки и присадочного металла. Отверстие необходимо сохранять в течение всего процесса сварки. Таким образом, расплавленный металл удерживается отверстием в процессе затвердевания, проникновение расплавленного металла в шов уверенное.
Сварка по внутреннему углу. Горелку перемещают в том же направлении, что и при левой сварке. Устанавливают сопло с расходом 125 л/ч. Сопло наклоняют под углом 45° и удерживают его в плоскости, проходящей через биссектрису внутреннего угла. Присадочный металл располагают симметрично под тем же углом и перемещают по небольшому участку круговой дуги, чтобы заполнить сварочный шов вдоль вертикального листа, а затем остальную часть шва. Это делается для компенсации стекания жидкого металла на горизонтальный лист, в результате чего на вертикальном листе могут образовываться желобки, а иногда и отверстия.
При необходимости для обеспечения равномерного плавки двух соединяемых кромок, производят корректировку расположения сопла горелки. Каждый раз, если это только возможно, свариваемые детали располагают таким образом, чтобы поверхность жидкого металла сварного шва располагалась горизонтально. В этом случае легче выполнять сварку.
Сварка по наружному углу. Перемещение горелки при данном способе производится так же, как и при левой сварке. Используют сопло с расходом 75 л/ч. Свариваемые листы располагают так, чтобы их края образовывали фаску. При возможности следует размещать свариваемые детали так, чтобы фаска располагалась плашмя. В противном случае необходимо удерживать сопло горелки почти горизонтально, что задерживает расплавленный металл.
Эту способ сварки можно практиковать с присадочным металлом или без него. Сварной шов трудно подвергается рихтовке, следовательно, кромка шва остается деформированной.
Влияние температуры сварки на свариваемые детали. Нагрев, позволяющий довести металл до местного плавления, вызывает местное значительное удлинение, пока происходит изменение состояния металла, который из твердого состояния переходит в пластичное, затем в пастообразное и, наконец, в жидкое. За зоной жидкого металла начинается охлаждение металла, которое приводит к уменьшению объема – усадке, пока металл из жидкого состояния переходит в пастообразное, затем в пластическое и твердое.
Экспериментально влияние удлинения и усадки можно наблюдать с использованием оснастки, имеющейся в любой мастерской. Берут С-образный корпус небольшой струбцины, с расстоянием между плечами корпуса, например, 70 мм. Вырезают два образца из листа толщиной 1,5 или 2 мм. Один образец А имеет ширину 15 мм, другой В шириной 60 мм. Длина образцов выбирается равной расстоянию между плечами струбцины. Образец подгоняют так, чтобы он вошел в струбцину без усилия и без зазора.
Теперь можно экспериментировать. Более узкий образец А располагают между плечами корпуса струбцины. Подводят пламя горелки так, чтобы нагревалась центральная часть образца. Под действием теплоты образец расширяется и удлиняется, однако перемещение концов образца блокировано, так они упираются в корпус струбцины. В результате этого образец выгибается. Однако как только температура небольшого участка достигнет значения 550 °С и он станет красным, пластичность этого участка приводит к тому, что деформация, вызванная продольным изгибом, концентрируется на этом участке и становится постоянной. После охлаждения образец сохраняет свою форму. По сравнению с исходной формой стрела прогиба образца составляет 3 мм, а длина становится короче приблизительно на 0,5 мм.
Затем устанавливаем образец В так, чтобы один из его концов встал в одной плоскости с торцами струбцины. Нагревают, как и в предыдущем случае, центральную часть ленточного участка, соединяющего два плеча струбцины. Возникает небольшой продольный прогиб образца, однако гораздо меньший, чем в предыдущем случае, так как остальная часть образца нагревается медленнее и блокирует нагретую зону.
Как только металл нагреется докрасна, образец получает незначительный продольный прогиб. Длина металла между плечами струбцины остается постоянной, а удлинение сопровождается увеличением толщины.
При охлаждении утолщение остается, хотя величина его не настолько большая, чтобы его можно было увидеть, однако путем ощупывания листа большим и указательным пальцами можно ощутить небольшое утолщение. Соседний с нагреваемым участком металл стягивается к его центру. Чтобы восстановить первоначальную форму образца достаточно отбить молотком утолщенный участок и привести его к первоначальной толщине.
Попробуем применить этот опыт на практике. При выполнении соединения сварными точками, мы наблюдаем, что как только металл нагревается, происходит удлинение двух состыкованных кромок, которые давят друг на друга, их длина возрастает, а свободные края временно расходятся. Таким образом, происходит частичное смещение металла соединенных кромок в зоне сварных точек. При охлаждении сварные точки стягивают два листа и могут привести к перехлестыванию несваренных кромок. Это явление можно устранить легким выстукиванием последней сварной точки навесными ударами. Если схваченные сварными точками детали сваривают, то установленные встык кромки при нагреве расширяются. Пока металл не достиг температуры 500° С удлинение небольшой нагретой поверхности вызывает деформацию всего листа при условии, что он тонкий (листовая обшивка кузовов автомобилей) и легко деформируется в направлении предварительно выполненной формы. Если форма листовой детали выпуклая, то лист поднимается. Если форма вогнутая, то лист прогибается. После того, как температура нагрева достигнет 500°С, металл становится пластичным и деформируется на всем протяжении. Повышение температуры сопровождается выдавливанием, т.е. утолщением металла, которое затем поглощается сварочным швом. За жидким расплавом металла ранее расплавленный металл начинает охлаждаться и проходит непрерывно пастообразное состояние, затем пластическое и твердое с уменьшением в объеме (усадкой).
В пастообразном состоянии металл не обладает никакой прочностью. Поэтому необходимо создать очень прочную зону за пастообразным металлом, чтобы удлинение зоны жидкого расплава, расположенного в непосредственной близости с ним, не вызывало расхождения металла. Вот причина, по которой закраину выполняют сплошным швом в направлении края листов. Затем производят сварку от начала закраины в направлении второго конца свариваемых листов. Если требуется заварить трещину, то конец трещины играет роль закраины.
В процессе охлаждения сварочного шва его металл уменьшается в объеме и стягивает окружающий металл. Пока металл сварного шва обладает пластичностью, он может вытягиваться, однако при температуре ниже 500° он сжимается (усаживается) и вызывает растяжение и деформацию соседнего со швом металла. Именно поэтому необходимо производить рихтовку сварного шва, что позволяет восстановить внутреннее равновесие металла.
После медленного охлаждения (для мягкой стали) жестянщик берет наковаленку, прижимает ее с усилием к одной из сторон шва и простукивает шов молотком короткими навесными ударами для уменьшения толщины зоны сварки, что приводит к увеличению поверхности при постоянном объеме. Поверхность сварного шва выравнивается, а металл нагартовывается, что в значительной степени повышает его механическую прочность.
Обращаем внимание: если обработка молотком будет слишком грубая, то почти определенно удлинение металла будет слишком большое, что приведет к образованию пузыря – дефекта, хорошо известного жестянщикам. Этот дефект придется устранять путем выполнения усадочных точек.
Деформации будут значительно меньше, если листы могут свободно удлиняться. Поэтому во всех возможных случаях практикуют сварку без предварительного прихватывания сварными точками. По той же причине нельзя закреплять некоторые детали в процессе сварки, например при замене поврежденной части кузова, закрепленной на стенде. После прихвата детали сварными точками ее необходимо освободить для выполнения сварки, а затем снова закрепить для окончательной рихтовки, что позволяет металлу восстановить свою форму и внутреннее равновесие.
Обработка сварного шва молотком выполняется только на листах, сваренных встык. Она может выполняться на плоских или изогнутых участках, но нельзя обрабатывать молотком кромочные швы, соединения в угол или внахлестку.
Вообще говоря, влияние процесса расширения и усадки является более сложным, чем показано в данном разделе. Тем не менее, рассказанного для специалистов по кузовным работам достаточно.
Дефекты кислородно-ацетиленовой сварки. Основным дефектом при этом является непровар, возникающий вследствие большой скорости перемещения, при котором металл расплавляется не на всю толщину. При осмотре изнаночной стороны сварного шва будет отсутствовать след провара металла.
При сварке плашмя или под наклоном хороший провар определяется по внешнему виду зоны расправленного металла. Поверхность расплава должна быть слегка вогнутой. Если поверхность расплава плоская и очень узкая, то провара не произошло. Если расплав металла шва оседает и становится широким, необходимо на короткое время поднять горелку, чтобы избежать прожигания металла.
Другим основным дефектом при сварке с присадочным металлом является налипание расплавленного металла на металл свариваемых деталей, нагретых до красного цвета, но не доведенных до плавления. Этот дефект виден при небольшом разъединении краев сварного шва. В этом случае разошедшиеся стыки следует снова проварить. Этот дефект можно заметить и во время сварки, если пруток присадочного металла слишком наклонен к поверхности свариваемых деталей. Желобки или бороздки вдоль сварного шва возникают при очень сильном пламени и недостаточной наплавке. Искажение свойств металла заключается в том, что в результате разрегулировки пламени может происходить насыщение его углеродом или окисление, тогда сварка является некачественной и не подлежит восстановлению.
Посмотрело: 11494
Кислородно-ацетиленовая сварка называется автогенной, так как осуществляет соединение деталей из одинакового металла путем их плавления. Жесткое неразъемное соединение получается путем местного плавления кромок соединяемых деталей при нагреве пламенем кислородно-ацетиленовой горелки. Жидкий металл, получаемый при этом, образует неразрывный расплав, в который при необходимости вводится присадочный металл.
Пламя кислородно-ацетиленовой горелки создается горением ацетилена в другом газе – кислороде.
Ацетилен получают в ацетиленовых генераторах и тут же его используют. Как и кислород, ацетилен может быть в баллоне. Из баллона газ проходит через редуктор, затем смешивается в сварочной горелке, на выходе которой его поджигают, создавая кислородно-ацетиленовое пламя.
Сырьем для получения ацетилена являются карбид кальция и вода. Карбид кальция представляет собой твердое вещество, по внешнему виду и твердости напоминающее камень. Его получают путем соединения углерода с известью в электрической печи при температуре 3000 °C. Затем дробят и укладывают в бочки, на которых указывается размер камней, что является важной характеристикой для использования карбида в генераторах. Бочку необходимо закрывать герметично, так как карбид кальция сильно поглощает пары воды, содержащиеся в воздухе. При этом скорость реакции намного медленнее, чем в генераторе, тем не менее, в результате ее также получается ацетилен, который может смешиваться с воздухом, находящимся в бочке, и образовывать взрывчатую смесь.
Ацетилен получается в результате реакции карбида кальция с водой. Этот газ обладает особым запахом, возникающим в генераторах, в которых не происходит очистка ацетилена от сероводорода. При сварке кузова обычно используют контактные генераторы высокого давления. Генераторы выполнены с жестким газометром и имеют камеру для заполнения водой. По мере увеличения давления ацетилена, он выжимает воду в камеру нагнетания и отделяет воду от контакта с карбидом кальция. При понижении давления в газометре зеркало воды поднимается, и реакция возобновляется. Образующаяся известь выпадает в осадок на дно бачка и должна удаляться при каждой новой зарядке генератора. Сухие клапаны и водяные затворы предназначены для предотвращения возврата кислорода в газометр. В баллонах ацетилен растворен в ацетоне, которым пропитана пористая ткань. Максимальная емкость баллона составляет 1000 л/ч.
На станциях автосервиса, в зависимости от их мощности, применяют ацетиленовые генераторы – стационарные или передвижные. Наибольшее применение из передвижных нашли однопостовые ацетиленовые генераторы марок АСМ-1,25–3; АСВ-1,25; АНВ-1,25 производительностью 1,25 м3/ч. Из стационарных применяют генераторы марок ГРК-10–68 производительностью 10 м3/ч. В этом случае сварочные посты снабжаются ацетиленом по трубопроводам централизованной раздачи.
Широкое применение для обеспечения работы газосварочных постов находят баллоны со сжиженным газом, в том числе и с ацетиленом. Ацетилен поставляют в баллонах типа 100 или БАС-158, кислород – в баллонах типа 150 и 150Л. Углекислый газ хранят и транспортируют в баллонах типа 150.
Редукторы для понижения давления газа, отбираемого из баллона, выпускают восемнадцати типоразмеров (на различные давления и производительность). При газопламенной сварке кузовных деталей применяют редукторы марок ДКП-1–65 для кислорода, ДАП-1–65 для ацетилена, ДЗД-1–59М для углекислого газа. Для централизованного питания постов кислородом от распределительных рамп применяют рамповые редукторы марки КРР 61.
Шланги изготовляют из вулканизированной резины с тканевой прослойкой или нитяной оплеткой, снаружи отделанной резиновым слоем. Шланги выпускают трех типов: тип I – для ацетилена с рабочим давлением не более 0,608 МПа; тип II – для бензина и керосина с рабочим давлением не более 0,608 МПа; тип III – для кислорода с рабочим давлением не более 1,520 МПа.
Для горелок малой мощности применяют облегченные шланги с внутренним диаметром 6 мм, для горелок большой мощности – внутренним диаметром 16 и 18 мм.
Наружный слой ацетиленовых шлангов имеет красный цвет, шлангов для жидкого топлива – желтый, для кислорода – синий. Длина шланга при работе от баллона должна быть не менее 8 м, а при работе от генератора – не менее 10 м.
Сварочные горелки – основной инструмент при ручной газовой сварке. Они позволяют регулировать тепловую мощность пламени путем изменения расхода горючего газа и кислорода.
Для сварки тонколистовых металлов (0,2–4 мм) применяют горелки малой мощности (Г2; ГС-2; «Звездочка»; «Малютка») с комплектом наконечников № 0; 1; 2; 3. Малые горелки имеют массу 360–400 г и рассчитаны на работу со шлангами внутренним диаметром 6 мм.
К недостаткам газопламенной сварки следует отнести повышенную пожаро– и взрывоопасность, повышенную загазованность рабочих мест. Кроме того, при сварке тонколистовых кузовных деталей наблюдаются их значительные коробления, перегрев и пережог. Трудоемкость доводки такой поверхности до требований товарного вида высока, а срок службы сварочного соединения низок из-за слабой коррозионной стойкости.
Ацетилен в горелке засасывается кислородом, который выходит из инжектора с большой скоростью. В расширяющемся канале газы смешиваются. Набор различных сопел обеспечивает получение пламени различной тепловой интенсивности. Зоной, осуществляющей сварку, является остроконечное пламя.
Подготовка кромок для сварки осуществляется с учетом толщины свариваемого металла и способа применяемой сварки. На практике при кузовных автомобильных работах газовая сварка выполняется на тонких листах. Чтобы после сварки можно было произвести рихтовку, свариваемые листы необходимо выставить в одной плоскости. Способ сварки, применяемый в этом случае, называют левой сваркой.
По возможности, и в особенности для выполнения сварки с высокой надежностью, например, сварки лонжеронов, применяют вертикальную сварку с двойным швом.
Сварка внутренних или наружных углов не позволяет производить рихтовку сварных швов тонких листов, однако она может быть очень полезной при соединении труб.
В настоящее время листы толщиной, равной или более 2 мм, обычно сваривают дуговой сваркой.
Подготовка тонких листов под сварку очень простая. Кромки листов обрезаются ножницами или пилой, обеспечивающими прямой рез. Листы плотно состыковывают друг с другом. Если листы подогнаны не точно, их разъединяют и подгоняют, а затем снова состыковывают для выполнения сварки. Если сварочный шов должен быть расположен в углу, то в зависимости от формы детали предпочтительнее применить такой метод, при котором сварку можно выполнять встык отогнутой кромки одного листа с прямой кромкой другого листа, предвидя выполнение в последующем рихтовки.
Сварщик, работающий правой рукой, держит горелку в правой руке, при этом горелку располагает вдоль оси сварного шва, наклоняя ее так, чтобы пламя было направлено налево. Конец пламени удерживают на расстоянии около 1 мм от зеркала расплавленного металла. Горелку перемещают справа налево. В этом случае сопло наклонено в сторону выполненного сварного шва, а струя пламени прогревает линию сварки.
На практике иногда бывает невозможно производить поперечную сварку. Независимо от направления перемещения сопла горелки, оно всегда наклоняется в сторону выполненного сварного шва.
Если сварка производится с присадочным металлом, то его удерживают симметрично соплу, погружая конец присадочного металла короткими быстрыми движениями в расплавленный металл шва.
Сварку без присадочного металла применяют, в частности, в кузовных жестяных работах. Способ левой продольной сварки часто называют кузовной.
Сварка точками. Это предварительная прихватка, заключающаяся в скреплении двух соединяемых деталей короткими сварными строчками, которые называют сварными точками. Эти точки удерживают кромки в необходимом положении в процессе сварки. Сварные точки должны быть достаточно прочными, чтобы под действием расширения при сварке не происходило их разрыва. Однако сварные точки не должны быть и длинными, чтобы их можно было легко разрушить при необходимости подгонки деталей. Сварные точки не должны сильно превышать толщину свариваемой детали, чтобы не являться помехой в процессе выполнения окончательной сварки. Первую точку желательно выполнить посередине линии сварки.
Если сварной шов формирует угол, то первую точку следует выполнить в вершине угла. Если сварка предназначена для ремонта излома, то первую сварную точку выполняют в месте начала излома на листе. Далее сварные точки располагают с интервалом 30 толщин свариваемого листа, однако в большинстве случаев их следует располагать более часто (сжатая точечная сварка).
Сварные точки выполняют, начиная от первой, направляя горелку в направлении не схваченных точками участков. При нагреве кромок происходит их расхождение, однако при охлаждении, следующем после плавления, происходит усадка, вызывающая сближение кромок.
Не следует вначале соединять точками два конца сварного шва, а затем выполнять промежуточные точки, так как при этом будет возникать расширение в противоположных направлениях, которое приведет к деформации кромок, вызовет либо их перекрещивание, либо изменение уровня расположения.
При сварке точками замкнутого шва прямоугольной формы вначале выполняют точки на двух наиболее плоских сторонах, расположенных друг напротив друга, а затем на двух других, более выпуклых сторонах, так как в результате неизбежного защемления деформация, вызванная удлинением, будет временно концентрироваться в центре.
При сварке точками без присадочного металла острие пламени приближают к кромкам и расплавляют их.
Если расплавы металла кромок с трудом соединяются друг с другом, нужно немного поднять горелку, что обычно приводит к образованию единого расплава металла. Следует дать сварной точке затвердеть до ее почернения.
Если нарушился уровень расположения кромок или кромки, не прихваченные точками, налезают друг на друга, нужно подрихтовать последнюю точку. Если не соединенные точками кромки слишком толстые, необходимо полностью охладить последнюю точку, что приведет к максимальной усадке металла. Если этого окажется недостаточно, следует произвести сварку более близко расположенными точками, расплавляя небольшие капли присадочного металла.
Сварка намного облегчается, если подгонка кромок и соединение точками выполнены очень тщательно. Но можно производить сварку кузовных деталей и без прихвата точками. Один из свариваемых листов при этом устанавливается неподвижно, а другой приваривают сразу, держа горелку в одной руке и направляя второй рукой привариваемый лист так, чтобы кромка листа была установлена для сварки точно.
Выполнение сварки на горизонтально располагаемых деталях кузова. Для выполнения такой сварки, так же как и для прихватки точками, на горелку необходимо установить сопло, соответствующее толщине сварки. Нормальный расход газа – 100 л/ч на 1 мм толщины сварки. На практике стандартный расход составляет 50–70 л. Для меньшей горелки принимают и меньший расход, так как листовая обшивка кузовов легковых автомобилей имеет толщину менее 1 мм.
После точечного прихвата следует произвести подрихтовку всей линии стыка, соединенного сварочными точками. Нельзя начинать сварку с края листа, так как кромки расходятся. Начинают сварку с внутренней части шва и двигаются к краю листа, т. е. выполняют закраину. Затем производят сварку, начиная от закраины, и ведут ее к другому краю.
Если вырез, который подлежит сварке, имеет форму угла, то сварку начинают с вершины угла и ведут ее в направлении одного края, а затем другого. Если производят сварку детали, образующей отверстие посередине панели, то сваривают попарно две противоположные стороны. Перед сваркой производят тщательную регулировку пламени, а затем подводят его на расстояние около 1 мм к поверхности металла. Сопло наклоняют к оси сварного шва под углом, приблизительно равным 45°. Как только металл расплавится, горелку равномерно перемещают без смещения в боковом направлении. Поддерживают нормальное плавление металла путем регулировки пламени и корректировки угла наклона горелки.
При увеличении наклона сопла проникновение зоны расплавленного металла уменьшается. Поэтому при сварке угол наклона сопла изменяется в пределах 15–45°. Во всех случаях надо иметь наготове пруток присадочного металла, чтобы заполнить случайно образовавшееся при сварке отверстие.
С внутренней стороны сварочный шов должен представлять собой тонкую линию непрерывно расплавленного металла. Сварочный шов должен иметь небольшую ширину – ориентировочно в пределах трех-четырех толщин свариваемого листа. После сварки металлу дают остыть, не смачивая его. Сварочные швы и их закраины необходимо затем отрихтовать, следя за тем, чтобы металл сильно не вытягивался.
Теперь рассмотрим левую сварку. Очень часто сварку производят на несъемной детали автомобиля. В этом случае деталь невозможно расположить так, чтобы произвести горизонтальную сварку. Иными словами, сварочный шов может располагаться в наклонной или вертикальной плоскости. Для выполнения такой сварки, называемой сваркой по месту, устанавливают сопло, производительность которого приблизительно на 30 % меньше той, которая необходима для горизонтальной сварки листов такой же толщины.
Вертикальная сварка двойным швом. Этот тип сварки с высокой надежностью подходит лишь для сварки внутренних деталей, например, лонжеронов. Применяют сопло с расходом 60 л/ч. Для прихватывания сварными точками зазор между листами принимают равным двум толщинам. Горелку удерживают под углом около 30° к горизонтали, а присадочный металл – под углом 20° к горизонтали.
В противоположность тому, что было определено для других способов, сварку начинают с создания отверстия. Затем начинают подачу горелки и присадочного металла. Отверстие необходимо сохранять в течение всего процесса сварки. Таким образом, расплавленный металл удерживается отверстием в процессе затвердевания, проникновение расплавленного металла в шов уверенное.
Сварка по внутреннему углу. Горелку перемещают в том же направлении, что и при левой сварке. Устанавливают сопло с расходом 125 л/ч. Сопло наклоняют под углом 45° и удерживают его в плоскости, проходящей через биссектрису внутреннего угла. Присадочный металл располагают симметрично под тем же углом и перемещают по небольшому участку круговой дуги, чтобы заполнить сварочный шов вдоль вертикального листа, а затем остальную часть шва. Это делается для компенсации стекания жидкого металла на горизонтальный лист, в результате чего на вертикальном листе могут образовываться желобки, а иногда и отверстия.
При необходимости для обеспечения равномерной плавки двух соединяемых кромок производят корректировку расположения сопла горелки. Каждый раз, если это только возможно, свариваемые детали располагают таким образом, чтобы поверхность жидкого металла сварного шва располагалась горизонтально. В этом случае легче выполнять сварку.
Сварка по наружному углу. Перемещение горелки при данном способе производится так же, как и при левой сварке. Используют сопло с расходом 75 л/ч. Свариваемые листы располагают так, чтобы их края образовывали фаску. Если есть возможность, следует размещать свариваемые детали так, чтобы фаска располагалась плашмя. В противном случае необходимо удерживать сопло горелки почти горизонтально, что задерживает расплавленный металл.
Этот способ сварки можно практиковать с присадочным металлом или без него. Сварной шов трудно подвергается рихтовке, следовательно, кромка шва остается деформированной.
Влияние температуры сварки на свариваемые детали. Нагрев, позволяющий довести металл до местного плавления, вызывает значительное местное удлинение, пока происходит изменение состояния металла, который из твердого состояния переходит в пластичное, затем в пастообразное и, наконец, в жидкое. За зоной жидкого металла начинается охлаждение металла, которое приводит к уменьшению объема – усадке, пока металл из жидкого состояния переходит в пастообразное, затем в пластичное и твердое.
Экспериментально влияние удлинения и усадки можно наблюдать с использованием оснастки, имеющейся в любой мастерской. Берут С-образный корпус небольшой струбцины с расстоянием между плечами корпуса, например, 70 мм. Вырезают два образца из листа толщиной 1,5 или 2 мм. Один образец А имеет ширину 15 мм, другой В шириной 60 мм. Длина образцов выбирается равной расстоянию между плечами струбцины. Образец подгоняют так, чтобы он вошел в струбцину без усилия и без зазора.
Теперь можно экспериментировать. Более узкий образец А располагают между плечами корпуса струбцины. Подводят пламя горелки так, чтобы нагревалась центральная часть образца. Под действием теплоты образец расширяется и удлиняется, однако перемещение концов образца блокировано, поскольку они упираются в корпус струбцины. В результате этого образец выгибается. Однако как только температура небольшого участка достигнет значения 550 °C и он станет красным, пластичность этого участка приводит к тому, что деформация, вызванная продольным изгибом, концентрируется на этом участке и становится постоянной. После охлаждения образец сохраняет свою форму. По сравнению с исходной формой, стрела прогиба образца составляет 3 мм, а длина становится короче приблизительно на 0,5 мм.
Затем устанавливают образец В так, чтобы один из его концов встал в одной плоскости с торцами струбцины. Нагревают, как и в предыдущем случае, центральную часть ленточного участка, соединяющего два плеча струбцины. Возникает небольшой продольный прогиб образца, однако гораздо меньший, чем в предыдущем случае, так как остальная часть образца нагревается медленнее и блокирует нагретую зону.
Как только металл нагреется докрасна, образец получает незначительный продольный прогиб. Длина металла между плечами струбцины остается постоянной, а удлинение сопровождается увеличением толщины.
При охлаждении утолщение остается, хотя величина его не настолько большая, чтобы его можно было увидеть, однако методом ощупывания листа большим и указательным пальцами можно ощутить небольшое утолщение. Расположенный рядом с нагреваемым участком металл стягивается к его центру. Чтобы восстановить первоначальную форму образца, достаточно отбить молотком утолщенный участок и привести его к первоначальной толщине.
Попробуем применить этот опыт на практике. При выполнении соединения сварными точками мы наблюдаем, что как только металл нагревается, происходит удлинение двух состыкованных кромок, которые давят друг на друга, их длина возрастает, а свободные края временно расходятся. Таким образом, происходит частичное смещение металла соединенных кромок в зоне сварных точек. При охлаждении сварные точки стягивают два листа и могут привести к перехлестыванию несваренных кромок. Это явление можно устранить легким выстукиванием последней сварной точки навесными ударами. Если схваченные сварными точками детали сваривают, то установленные встык кромки при нагреве расширяются. Пока металл не достиг температуры 500 °C, удлинение небольшой нагретой поверхности вызывает деформацию всего листа при условии, что он тонкий (листовая обшивка кузовов автомобилей) и легко деформируется в направлении предварительно выполненной формы. Если форма листовой детали выпуклая, то лист поднимается. Если форма вогнутая, то лист прогибается. После того как температура нагрева достигнет 500 °C, металл становится пластичным и деформируется на всем протяжении. Повышение температуры сопровождается выдавливанием, т. е. утолщением металла, которое затем поглощается сварочным швом. За жидким расплавом металла ранее расплавленный металл начинает охлаждаться и проходит непрерывно пастообразное состояние, затем пластичное и твердое с уменьшением в объеме (усадкой).
В пастообразном состоянии металл не обладает никакой прочностью. Поэтому необходимо создать очень прочную зону за пастообразным металлом, чтобы удлинение зоны жидкого расплава, расположенного в непосредственной близости с ним, не вызывало расхождения металла. Вот причина, по которой закраину выполняют сплошным швом в направлении края листов. Затем производят сварку от начала закраины в направлении второго конца свариваемых листов. Если требуется заварить трещину, то конец трещины играет роль закраины.
В процессе охлаждения сварочного шва его металл уменьшается в объеме и стягивает окружающий металл. Пока металл сварного шва обладает пластичностью, он может вытягиваться, однако при температуре ниже 500 °C он сжимается (усаживается) и вызывает растяжение и деформацию соседнего со швом металла. Именно поэтому необходимо производить рихтовку сварного шва, что позволяет восстановить внутреннее равновесие металла.
После медленного охлаждения (для мягкой стали) жестянщик берет наковаленку, прижимает ее с усилием к одной из сторон шва и простукивает шов молотком короткими навесными ударами для уменьшения толщины зоны сварки, что приводит к увеличению поверхности при постоянном объеме. Поверхность сварного шва выравнивается, а металл нагартовывается, что в значительной степени повышает его механическую прочность.
Обращаем внимание: если обработка молотком будет слишком грубая, можно с уверенностью сказать, что удлинение металла будет слишком большим, это приведет к образованию пузыря – дефекта, хорошо известного жестянщикам. Этот дефект придется устранять путем выполнения усадочных точек.
Деформации будут значительно меньше, если листы могут свободно удлиняться. Поэтому во всех возможных случаях практикуют сварку без предварительного прихватывания сварными точками. По той же причине нельзя закреплять некоторые детали в процессе сварки, например, при замене поврежденной части кузова, закрепленной на стенде. После прихвата детали сварными точками ее необходимо освободить для выполнения сварки, а затем снова закрепить для окончательной рихтовки, что позволяет металлу восстановить свою форму и внутреннее равновесие.
Обработка сварного шва молотком выполняется только на листах, сваренных встык. Она может выполняться на плоских или изогнутых участках, но нельзя обрабатывать молотком кромочные швы, соединения в угол или внахлестку.
Конечно, влияние процесса расширения и усадки является более сложным, чем показано в данном разделе. Тем не менее, рассказанного для специалистов по кузовным работам достаточно.
Дефекты кислородно-ацетиленовой сварки. Основным дефектом при проведении сварочных работ является непровар, возникающий вследствие большой скорости перемещения, из-за этого металл расплавляется не на всю толщину. При осмотре изнаночной стороны сварного шва будет отсутствовать след провара металла.
При сварке плашмя или под наклоном хороший провар определяется по внешнему виду зоны расплавленного металла. Поверхность расплава должна быть слегка вогнутой. Если поверхность расплава плоская и очень узкая, то провара не произошло. Если расплав металла шва оседает и становится широким, необходимо на короткое время поднять горелку, чтобы избежать прожигания металла.
Другим основным дефектом при сварке с присадочным металлом является налипание расплавленного металла на металл свариваемых деталей, нагретых до красного цвета, но не доведенных до плавления. Этот дефект виден при небольшом разъединении краев сварного шва. В этом случае разошедшиеся стыки следует снова проварить. Этот дефект можно заметить и во время сварки, если пруток присадочного металла слишком наклонен к поверхности свариваемых деталей. Желобки или бороздки вдоль сварного шва возникают при очень сильном пламени и недостаточной наплавке. Искажение свойств металла заключается в том, что в результате разрегулировки пламени может происходить насыщение его углеродом или окисление, тогда сварка является некачественной и не подлежит восстановлению.
Судебные споры

Вызов повара на дом. Выезд повара на дом. Как работает служба шеф-поваров по вызову Отдых от «Цезаря»
Другое

Анализ основных экономических показателей деятельности предприятия Оценка финансового положения
Другое