Конспект лекций
по дисциплине
МЕТРОЛОГИЯ, СТАНДАРТИЗАЦИЯ и сертификация
Часть 1
НОРМИРОВАНИЕ ПАРАМЕТРОВ ТОЧНОСТИ
г. Егорьевск 2014
Составитель: _____________ Л.С. Французова, доцент кафедры «Технологии автоматизированного производства»
Конспект лекций предназначен для студентов, обучающихся по направлениям: 151900 Конструкторско-технологическое обеспечение машиностроительных производств; 220700 Автоматизация технологических процессов и производств; 280700 Техносферная безопасность. Дисциплина «Метрология, стандартизация и сертификация».
Конспект лекций обсужден и одобрен на заседании учебно-методической группы (УМГ) кафедры ТАП
(протокол № _____ от _______ 2014 г.)
Председатель УМГ кафедры ТАП _________ А.А. Махов
| 1.1. | Основные понятия о точности и виды точности, используемые в машиностроении. | |
| 1.2. | Причины появления погрешностей геометрических параметров элементов деталей. | |
| 1.3. | Взаимозаменяемость. | |
| 1.4. | Нормирование точности размеров | |
| 1.4.1. | Понятия «вал» и «отверстие». | |
| 1.4.2. | Основные понятия о размерах, отклонениях и допуске | |
| 1.4.3. | Посадки. Типы посадок и их характеристики. Графическое изображение допусков и посадок. | |
| 1.4.4. | Единая система допусков и посадок. (ЕСДП). | |
| 1.4.5. | Обозначение полей допусков, предельных отклонений и посадок на чертежах. | |
| 1.5. | Нормирование точности формы и расположения поверхностей | |
| 1.6. | Шероховатость поверхности. | |
| 1.6.1. | Основные понятия. | |
| 1.6.2. | Параметры шероховатости. | |
| 1.6.3 | Обозначение шероховатости поверхности на чертежах. | |
| 1.7. | Нормирование точности метрической резьбы. Резьбовые соединения. | |
| 1.7.1 | Основные понятия и классификация резьб. | |
| 1.7.2. | Параметры крепежных метрических резьб. | |
| 1.7.3. | Система допусков и посадок с зазором метрических резьб. | |
| 1.7.4. | Особенности систем допусков и посадок с натягом и переходных посадок метрических резьб. | |
| 1.8. | Допуски и посадки шпоночных соединений. | |
| 1.8.1. | Соединения с призматическими шпонками. | |
| 1.8.2. | Соединение с сегментными шпонками. | |
| 1.9 | Допуски и посадки шлицевых соединений. | |
| 1.10 | Допуски и посадки подшипников качения. | |
| 1.10.1 | Точность геометрических параметров подшипников качения. | |
| 1.10.2 | Выбор посадок подшипников качения. | |
| 1.10.3 | Условные обозначения подшипников. | |
| 1.11 | Нормирование точности зубчатых колес и передач. | |
| 1.11.1 | Основные виды зубчатых колес и передач. | |
| 1.11.2 | Система допусков цилиндрических зубчатых колес и передач | |
| 1.11.3 | Обозначение точности колес и передач. Особенности оформлений чертежей зубчатых колес. | |
| 1.12. | Расчет допусков размеров, входящих в размерные цепи. | |
| 1.12.1 | Основные понятия и определения. | |
| 1.12.2 | Расчет точности размерных цепей. | |
| 1.13. | Список литературы |
ОСНОВНЫЕ ПОНЯТИЯ О ТОЧНОСТИ И ВИДЫ ТОЧНОСТИ, ИСПОЛЬЗУЕМЫЕ В МАШИНОСТРОЕНИИ.
Точность - это степень приближения истинного значения параметра, процесса, предмета к его заданному значению.
Термин "погрешность" используется для количественной оценки точности. Погрешность - разность между приближенным значением некоторой величины и ее точным значением.
Любая деталь, даже простейшая, состоит из нескольких элементов. Так, цилиндрический валик состоит из элемента в виде цилиндрической поверхности и двух элементов в виде плоскостей, требования к точности у которых разные. В машиностроении нормируются требования к точности элементов детали, но иногда и всего механизма.
Изготовление абсолютно точного элемента детали невозможно, да и не нужно:
а) в зависимости от назначения элемента детали требования к его точности должны быть разные;
б) невозможно изготовить абсолютно точно элемент детали, даже самый простой;
в) чем точнее требуется изготовить элемент детали, тем дороже будет его изготовление;
В отношении элементов деталей в машиностроении нормирование точности – это установление требований о степени приближения к заданному значению.
Существует четыре нормируемых параметра характеризующих геометрическую точность элементов деталей:
1. Точность размера.
Размер элементов деталей должен находиться в определенных пределах и отличаться от номинального на определенное значение. Нормирование точности в отношении размера заключается в указании отклонений от номинального значения.
2. Точность формы поверхности.
В машиностроении элементы детали должны иметь определенную номинальную геометрическую форму (цилиндр, плоскость, сфера и т.д.). В этом случае точность нормируется, как допускаемое искажение конфигурации по сравнению с идеальной правильной формой. Эти искажения формы должны находиться в определенных заданных пределах. Нормирование точности формы заключается в указании значений, насколько форма может отличаться от идеальной, а иногда нормируется и допустимый вид искажений.
Рис.1.1. Искажение размеров и формы цилиндра после изготовления
3. Точность расположения поверхностей.
Любая деталь состоит из набора элементов (поверхностей) определенной формы. Эти элементы должны быть расположены одна относительно другой в заданном положении. Сделать это абсолютно точно невозможно, а следовательно, возникает необходимость нормировать точность, т.е. степень отклонения расположения одной поверхности относительно другой. Например, в цилиндрическом валике торцевые поверхности должны быть расположены перпендикулярно оси цилиндра, но практически так сделать невозможно и поэтому необходимо установить требования к точности этого расположения. При нормировании требуется указать допускаемые значения, насколько одна поверхность может смещаться относительно другой.
4.Точность по шероховатости поверхности.
После любого вида обработки поверхности детали будут иметь неровность. Поэтому возникает необходимость нормировать точность в отношении степени приближения реальной поверхности к идеальной в отношении малых неровностей на этих поверхностях. Раньше требование к высоте поверхностных неровностей называли требование к "чистоте поверхности", а теперь - требование к "шероховатости". Нормировать точность в отношении шероховатости - это значит установить допускаемые значения в основном высоты неровностей на рассматриваемых поверхностях.
ВЗАИМОЗАМЕНЯЕМОСТЬ.
Взаимозаменяемость - свойство независимо изготовленных деталей и сборочных единиц обеспечивать сборку изделий при изготовлении или замену одноименных деталей и сборочных единиц при ремонте без применения подбора, пригонки или регулировки; при этом должно быть обеспечено соответствие готового изделия предъявляемым к нему требованиям по всем показателям качества.
Взаимозаменяемость, соответствующую этому определению, называют полной. Полная взаимозаменяемость возможна при условии, когда размеры, форма, механические, электрические и другие характеристики деталей и сборочных единиц удовлетворяют заданным техническим требованиям. Полную взаимозаменяемость экономически целесообразно применять для деталей, изготовленных с допусками не точнее 6-го квалитета, и в сборочных единицах, имеющих не более четырех сопрягаемых размеров. Взаимозаменяемость деталей и сборочных единиц достигается изготовлением их элементов по всем геометрическим и физико-химическим параметрам в определенных заранее нормируемых пределах - допусках.
Использование принципов взаимозаменяемости определено рядом достоинств:
Существенным сокращением трудоемкости и четким нормированием сборочных процессов;
Возможностью широкого применения специализации и кооперирования производств;
Возможностью широкой автоматизации процессов изготовления и сборки, организации современных автоматизированных массовых производств на основе прогрессивных методов технологии;
Возможностью организации быстрого, дешевого и легкого ремонта изделий.
Наряду с использованием метода полной взаимозаменяемости находят применение методы неполной взаимозаменяемости , основанные на вероятностных расчетах; групповой взаимозаменяемости, основанные на предварительной сортировке деталей по группам; регулирования с помощью конструктивных компенсаторов, а также методы непосредственного подбора или пригонки деталей «по месту».
Различают внешнюю и внутреннюю взаимозаменяемость.
Внешняя взаимозаменяемость – это взаимозаменяемость по выходным данным узла: его присоединительным размерам или эксплуатационным параметрам. Принцип внешней взаимозаменяемости относится к покупным и кооперируемым изделиям и сборочным единицам. Признаками внешней взаимозаменяемости являются эксплуатационные показатели, размеры и форма присоединительных поверхностей, например в электродвигателе - частота вращения вала и мощность, а также размеры присоединительных поверхностей; в подшипниках качения - наружный диаметр наружного кольца и внутренний диаметр внутреннего кольца и точность вращения.
Внутренняя взаимозаменяемость – это взаимозаменяемость деталей, входящих в узел или узлов, входящих в изделие.
ОСНОВНЫЕ ПОНЯТИЯ О РАЗМЕРАХ, ОТКЛОНЕНИЯХ И ДОПУСКЕ
Размер - числовое значение линейной величины (диаметра, длины и т.п.) в выбранных единицах измерения.
Различают действительный, номинальный и предельные размеры.
Действительный размер – размер, установленный измерением с помощью средства измерения с допускаемой погрешностью измерения.
Под погрешностью измерения понимается отклонение результата измерения от истинного значения измеряемой величины. Истинный размер – размер, полученный в результате изготовления и значение которого нам не известно.
Номинальный размер - размер, относительно которого определяются предельные размеры и который служит началом отсчета отклонений.
Номинальный размер указывается на чертеже и является общий для отверстия и вала, образующих соединение и определяется на стадии разработки изделия исходя из функционального назначения деталей путем выполнения кинематических, динамических и прочностных расчетов с учетом конструктивных, технологических, эстетических и других условий.
Полученный таким образом номинальный размер должен быть округлен до значений, установленных ГОСТ 6636-69 «Нормальные линейные размеры». Стандартом в диапазоне от 0,001 до 20 000 мм предусмотрено четыре основных ряда размеров: Ra 5, Ra 10, Ra 20, Ra 40, а также один дополнительный ряд Ra 80. В каждом ряду размеры изменяются по геометрической профессии со следующими значениями знаменателей соответственно рядам: (Геометрическая прогрессия - это ряд чисел, в котором каждое последующее число получается умножением предыдущего на одно и то же число - знаменатель прогрессии.)
В каждом десятичном интервале для каждого ряда содержится соответственно номеру ряда 5; 10; 20; 40 и 80 чисел. При установлении номинальных размеров предпочтение должно отдаваться рядам с более крупной градацией, например ряд Ra 5 следует предпочесть ряду Ra 10, ряд Ra 10 - ряду Ra 20 и т.д. Ряды нормальных линейных размеров построены на базе рядов предпочтительных чисел (ГОСТ 8032-84) с некоторым округлением. Например, по R5 (знаменатель 1,6) берутся значения 10; 16; 25; 40; 63; 100; 250; 400; 630 и т.д.
Стандарт на нормальные линейные размеры имеет большое экономическое значение, состоящее в том, что при сокращении числа номинальных размеров сокращается потребная номенклатура мерных режущих и измерительных инструментов (сверла, зенкеры, развертки, протяжки, калибры), штампов, приспособлений и другой технологической оснастки. При этом создаются условия для организации централизованного изготовления названных инструментов и оснастки на специализированных машиностроительных заводах.
Стандарт не распространяется на технологические межоперационные размеры и на размеры, связанные расчетными зависимостями с другими принятыми размерами или размерами стандартных комплектующих изделий.
Предельные размеры - два предельно допустимых размера, между которыми должен находиться или которым может быть равен действительный размер.
Когда необходимо изготовить деталь, то размер должен задаваться двумя значениями, т.е. предельными допустимыми значениями. Больший из двух предельных размеров называется наибольшим предельным размером, а меньший - наименьшим предельным размером. Размер годного элемента детали должен находиться между наибольшим и наименьшим допускаемыми предельными размерами.
Нормировать точность размера - это значит указать два его возможных (допускаемых) предельных размера.
Принято обозначать номинальный, действительный и предельные размеры соответственно: для отверстий - D, D Д, D max , D min ; для валов - d, d Д, d max , d mln .
Сравнивая действительный размер с предельными, можно судить о годности элемента детали. Условиями годности являются соотношения: для отверстий D min <D Д
Отклонение - алгебраическая разность между размером (предельным или действительным) и соответствующим номинальным размером.
Для упрощения простановки размеров на чертежах вместо предельных размеров проставляют предельные отклонения: верхнее отклонение - алгебраическая разность между наибольшим предельным и номинальным размерами; нижнее отклонение - алгебраическая разность между наименьшим предельным и номинальным размерами.
Верхнее отклонение обозначается ES (Ecart Superieur) для отверстий и es - для валов; нижнее отклонение обозначается El (Ecart Interieur) для отверстий и ei - для валов.
Согласно определениям: для отверстий ES=D max -D; EI= D min -D; для валов es=d max –d; ei= d mln -d
Особенность отклонений заключается в том, что они всегда имеют знак (+) или (-). В частном случае одно из отклонений может быть равно нулю, т.е. один из предельных размеров может совпадать с номинальным значением.
Допуском размера называется разность между наибольшим и наименьшим предельными размерами или алгебраическая разность между верхним и нижним отклонениями.
Допуск обозначается IT (International Tolerance) или T D - допуск отверстия и T d - допуск вала.
Согласно определению: допуск отверстия T D =D max -D min ; допуск вала Td=d max -d min . Допуск размера всегда положительная величина.
Допуск размера выражает разброс действительных размеров в пределах от наибольшего до наименьшего предельных размеров, физически определяет величину официально разрешенной погрешности действительного размера элемента детали в процессе его изготовления.
Поле допуска - это поле, ограниченное верхним и нижним отклонениями. Поле допуска определяется величиной допуска и его положением относительно номинального размера. При одном и том же допуске для одного и того же номинального размера могут быть разные поля допусков.
Для графического изображения полей допусков, позволяющего понять соотношения номинального и предельных размеров, предельных отклонений и допуска, введено понятие нулевой линии.
Нулевой линией называется линия, соответствующая номинальному размеру, от которой откладываются предельные отклонения размеров при графическом изображении полей допусков. Положительные отклонения откладываются вверх, а отрицательные - вниз от нее (рис. 1.4 и 1.5)
Рис. 1.5. Схема расположения полей допусков валов
Чем меньше допуск, тем точнее будет изготовлен элемент детали. Чем больше допуск, тем грубее элемент детали. Но в то же время, чем меньше допуск, тем труднее, сложнее и отсюда дороже изготовление элемента деталей; чем допуски больше, тем проще и дешевле изготовить элемент детали.
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ.
ОСНОВНЫЕ ПОНЯТИЯ.
Шероховатостью поверхности называют совокупность неровностей поверхности с относительно малыми шагами, выделенную с помощью базовой длины.
Рассматриваемые микронеровности образуются в процессе механической обработки путем копирования формы режущих инструментов, пластической деформации поверхностного слоя деталей под воздействием обрабатывающего инструмента, трения его о деталь, вибраций и т.д.
Шероховатость поверхностей деталей оказывает существенное влияние на износостойкость, усталостную прочность, герметичность и другие эксплуатационные свойства.
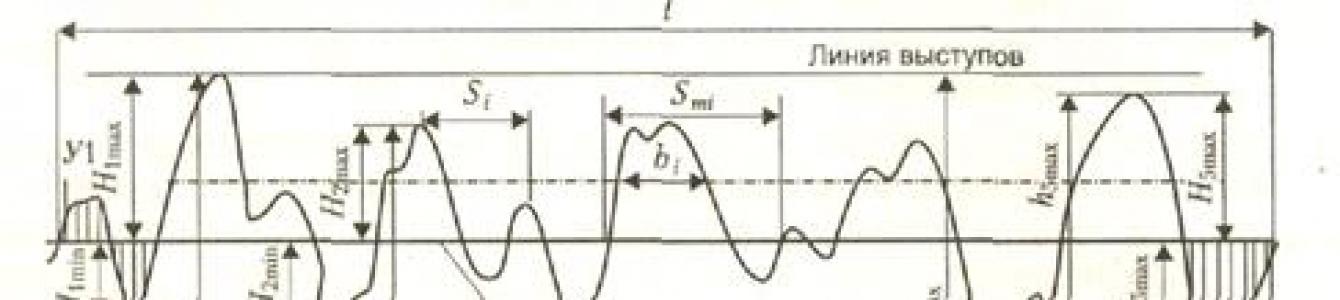
Шероховатость поверхности в виде профилограммы на рис. 1.44.
 |
Рис. 1.44. Профилограмма поверхности
Для отделения шероховатости поверхности от других неровностей с относительно большими шагами (отклонения формы и волнистости) ее рассматривают в пределах ограниченного участка, длина которого называется базовой длиной L. Базовая длина L нормируется в зависимости от параметров шероховатости в пределах ряда: 0,01; 0,03; 0,08; 0,25; 0,8; 2,5; 8; 25, т.е. чем больше микронеровности, тем больше базовая длина.
Линия, на которой выделяется совокупность поверхностных неровностей, называется базовой линией. Базовая линия - это линия заданной геометрической формы, проведенная определенным образом относительно профиля и служащая для оценки геометрических параметров поверхностных неровностей. Вид этой линии зависит от вида поверхности элемента детали. Таким образом, базовая линия поверхности элемента детали имеет форму линии номинального профиля и расположена эквидистантно этому профилю.
В качестве базовой линии при оценке поверхностных неровностей используется средняя линия, которая является базой для отсчета отклонения профиля.
ПАРАМЕТРЫ ШЕРОХОВАТОСТИ.
1. Среднее арифметическое отклонение профиля Ra - среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины:

где l - базовая длина;
n - число выбранных точек профиля на базовой длине;
у - расстояние между любой точкой профиля и средней линией (отклонение профиля).
2. Высота неровностей профиля по десяти точкам Rz - сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины:
![]() или
или ![]()
где H imax , H imin определяются относительно средней линии;
h jmax , h imin - относительно произвольной прямой, параллельной средней линии и не пересекающей профиль.
3. Наибольшая высота неровностей профиля
R max - расстояние между линией
выступов профиля и линией впадин профиля в пределах базовой длины.
4. Средний шаг неровностей профиля
S m - среднее арифметическое значение
шага неровностей профиля в пределах базовой длины:
где S mi - шаг неровностей профиля, равный длине отрезка средней линии, заключенного между точками пересечения смежных выступов и впадин профиля со средней линией.
5. Средний шаг неровностей профиля по вершинам S
- среднее арифметическое
значение шага неровностей профиля по вершинам в пределах базовой длины:
где S i - шаг неровностей профиля, равный длине отрезка средней линии, заключенного между проекциями на нее наивысших точек двух соседних местных выступов профиля.
6. Относительная опорная длина профиля t p - отношение опорной длины профиля к базовой длине:
где h p - опорная длина профиля - сумма длин отрезков отсекаемых на заданном уровне в материале профиля линией, эквидистантной средней линии т в пределах базовой длины.
Из перечисленных параметров шероховатости наиболее часто применяют параметры Ra и Rz. Параметр Ra является предпочтительным, так как его определяют по значительно большему числу точек профиля, чем Rz. Использование параметра Rz в качестве контрольного в значительной степени определяется способами измерения рассматриваемых параметров. Значения Ra преимущественно измеряют с помощью приборов, снабженных датчиками с алмазной иглой. Определение Ra на грубых поверхностях связано с опасностью поломки алмазной иглы, а на очень гладких - с низкой достоверностью результатов из-за того, что радиус конца иглы не может фиксировать очень малые неровности. Поэтому Rz рекомендуется использовать при значениях высоты неровностей 320... 10 и 0,1 ...0,025 мкм, в остальных случаях - Ra.
При расчетах ответственных подвижных и прессовых соединений необходимо учитывать параметр Rz, тогда как на чертежах в большинстве случаев заданы значения Ra. В этих случаях можно воспользоваться зависимостью
Где К=4 при R a =80…2,5 мкм; К=5 при Ra=1,25…0,02 мкм.
Таблица 1.3 Соответствие числовых значений Rа, Rz, Rmax числовым значениям базовой длины
| Ra,мкм | До 0,025 | 0,025-0,4 | 0,4-3,2 | 3,2-12,5 | 12,5-100 |
| Rz, мкм | До 0,1 | 0,1-1,6 | 1,6-12,5 | 12,5-50 | 50-400 |
| L, мм | 0,25 | 0,8 | 2,5 |
Для трущихся поверхностей ответственных деталей назначают параметры Ra (или Rz), t p и задают направление неровностей, для поверхностей циклически нагруженных деталей - R max , S m (или S) и направление неровностей, для соединений с натягом - только Ra (Rz). Для неответственных деталей можно не указывать параметры шероховатости, в таком случае она не подлежит контролю.
Таблица 1.4 Типы направления неровностей шероховатости.
| Типы направления неровностей | Схематическое изображение | Условное обозначение |
| Параллельное | ||
| Перпендикулярное | ||
| Перекрещивающееся | ||
| Произвольное | ||
| Круговое | ||
| Радиальное | ||
| Точечное |
НА ЧЕРТЕЖАХ.
Обозначение шероховатости на чертежах устанавливает обозначения шероховатости поверхностей и правила нанесения их на чертежах изделий.
В обозначении шероховатости применяют три знака:
При обозначении шероховатости только по параметру применяют знак без полки.
Значения всех параметров шероховатости указывают после соответствующего символа, причем высотные параметры Ra, Rz, Rmax проставляются в микрометрах, шаговые параметры Sm, S - в миллиметрах, параметр формы t p - в процентах.
1. Знаки, указывающие требования к поверхностным неровностям - шероховатости, располагаются (рис. 1.46):
а) на линиях контура элементов детали,
б) на выносных линиях, при этом по возможности ближе к размерной линии,
в) на полках линий - выносок,
г) на размерных линиях или на их продолжениях при недостатке места, при этом разрешается разрывать выносную линию.
2. Знаки, указывающие требования к шероховатости и имеющие полку, должны располагаться относительно основной надписи чертежа (штампа), как
указано на рис. 1.47.
4. Если требования к поверхностным неровностям одинаковы для всех элементов детали, то знак шероховатости наносится один раз и помещают его в правом верхнем углу чертежа, а на поверхности элементов детали не наносят (рис. 1.48).
Это значит, что поверхности, на которых не указано требование к шероховатости, по данному чертежу не обрабатываются вообще, т.е. эти поверхности будут иметь неровности, которые имеются у заготовки.
Знаки, которыми указываются требования к шероховатости и помещенные в правом верхнем углу чертежа, должны иметь размеры и толщину линий приблизительно в 1.5 раза больше, чем знаки, нанесенные непосредственно на поверхности детали,
 Рис. 1.50
Рис. 1.50
|
6. Когда поверхность элемента детали имеет мало места для размещения знака, допускается применять упрощенное обозначение к поверхностным неровностям (рис.1.) с разъяснением этого обозначения в технических требованиях на чертеже детали.
7. Когда поверхность детали представляет собой контур, например многогранную фигуру, и требования к поверхностным неровностям должны быть одинаковы, то знак шероховатости наносится один раз.
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ.
ОСНОВНЫЕ ПОНЯТИЯ И КЛАССИФИКАЦИЯ РЕЗЬБ.
Резьбовым соединением называется соединение двух деталей с помощью резьбы, т.е. элементов деталей, имеющих один или несколько равномерно расположенных винтовых выступов резьбы постоянного сечения, образованных на боковой поверхности цилиндра или конуса.
Контур сечения канавок и выступов в плоскости, проходящей через ось резьбы, общий для наружной и внутренней резьбы, называется профилем резьбы.
Классификация резьб.
Разнообразные условия использования резьбы привели к многообразию их типов по конструктивным признакам и назначению.
· В зависимости от формы поверхности, на которой образуются резьбы:
Цилиндрические; - конические резьбы;
· По профилю сечения (т.е. от вида фигуры в сечении) резьбы разделяют на:
 Рис. 1.51.
Рис. 1.51.
|
Треугольные (Рис. 1.51 а)
Трапецеидальные (рис.1.51 б)
Пилообразные (рис.1.51 в)
Круглые (рис.1.51 г)
Прямоугольные (рис.1.51 д)
·по числу заходов:
Однозаходные; - многозаходные
· по направлению витков:
Правые; - левые;
· по единице измерения линейных величин
На метрические; - дюймовые.
· По назначению резьбы делят на резьбы общего назначения и специальные.
К общего назначения относят крепежные, кинематические, трубные и арматурные.
Крепежные резьбы применяют для разъемных неподвижных соединений деталей машин. Основное их назначение - обеспечение прочности соединений и сохранение плотности (нераскрытия) стыка в процессе эксплуатации.
Кинематические резьбы применяют для подвижных соединений в передачах типа винт-гайка (ходовые винты и винты суппортов металлорежущих станков, винты измерительных приборов, винты прессов, домкратов и т.д.).
Трубные и арматурные резьбы , имеющие треугольный профиль, применяют для трубопроводов и арматуры с основным назначением обеспечения герметичности соединений.
К резьбам специального назначения относятся такие, которые применяют только в определенных изделиях некоторых отраслей промышленности (например, резьба для цоколей и патронов электрических ламп, беззазорная резьба в ходовых винтах координатно-расточных станков и т.д.).
Общими требованиями являются полная взаимозаменяемость, т.е. обеспечение безусловной свинчиваемости деталей, образующих резьбовое соединение при их независимом изготовлении без подгонки или подбора, и надежное выполнение предписанных эксплуатационных функций.
МЕТРИЧЕСКИХ РЕЗЬБ.
Основы этой системы допусков и посадок, включающие степени точности, классы точности резьб, нормирование длин свинчивания, методики расчета допусков отдельных параметров резьбы, обозначение точности и посадок метрических резьб на чертежах, контроль метрических резьб и другие вопросы.
Степени точности и классы точности резьбы .
Метрическая резьба определяется пятью параметрами: средним, наружным и внутренним диаметрами, шагом и углом профиля резьбы.
Допуски назначаются только для двух параметров наружной резьбы (болта); среднего и наружного диаметров и для двух параметров внутренней резьбы (гайки); среднего и внутреннего диаметров. Для этих параметров для метрической резьбы установлены степени точности 3... 10 (табл. 1.5).
Таблица 1.5. Степени точности диаметров наружной и внутренней резьбы.
| Вид резьбы | Диаметр резьбы | Степень точности |
| Наружная | d 2 | 3,4,5,6,7,8,9,10 |
| D | 4,6,8 | |
| Внутренняя | D 2 | 4,5,6,7,8,9 |
| D 1 | 4,5,6,7 |
В соответствии со сложившейся практикой степени точности сгруппированы в 3 класса точности:
точный (3-5степень точности),
средний(5-7степень точности),
грубый . (7-9 степень точности),
Понятие класса точности условное. При отнесении степеней точности к классу точности учитывают длину свинчивания, так как при изготовлении трудность обеспечения заданной точности резьбы зависит от имеющейся у нее длины свинчивания.
Установлены три группы длин свинчивания:
S - короткие (меньше нормальных),
N - нормальные (длины свинчивания от 2,24Pd 0,2 мм до 6,7Pd 0,2 мм),
L -длинные (больше нормальных).
КОЛЕС И ПЕРЕДАЧ.
Каждая из групп по эксплуатационному назначению характеризуется своим основным показателем точности. Так, для отсчетиых передач основным точностным требованием является кинематическая точность; для высокоскоростных - плавность работы; для тяжелонагруженных тихоходных - полнота контактных зубьев; для реверсивных (особенно отсчетных) - ограничение величины и колебания бокового зазора.
С учетом условий эксплуатации в стандартах на допуски для зубчатых и червячных передач установлены нормы точности:
- Кинематической точности,
- плавности работы;
- контакта зубьев;
- бокового зазора.
По точности изготовления все зубчатые колеса и передачи разделены на 12 степеней.
Плавность работы передачи
Эта характеристика передачи определяется параметрами, погрешности которых многократно (циклически) проявляются за оборот зубчатого колеса.
Циклический характер погрешностей, нарушающих плавность работы передачи, и возможность гармонического анализа дали основание определять и нормировать эти погрешности по спектру кинематической погрешности.
Под циклической погрешностью передачи f zkor (рис. 1.72,а) и зубчатого колеса f zkr (рис. 1.72,б) понимают удвоенную амплитуду гармонической составляющей кинематической погрешности соответственно передачи или колеса. Для ограничения циклической погрешности установлены допуски:
□ f zok - на циклическую погрешность передачи;
□ f zk - на циклическую погрешность зубчатого колеса.
 Рис. 1.73
Рис. 1.73
|
Для ограничения циклической погрешности с частотой повторения, равной частоте входа зубьев в зацепление f zzor и f zzr установлены допуски на циклическую погрешность зубцовой частоты в передаче f zzo и f zz . Эти допуски зависят от частоты циклической погрешности (равной числу зубьев колес z), степени точности, коэффициента осевого перекрытия ε β и модуля т.
Допуски и посадки гладких цилиндрических сопряжений и калибры для контроля их соединений. Выбор посадок подшипника качения. Понятие шероховатости, отклонения формы и расположения поверхностей. Прямобочное и эвольвентное шлицевое и шпоночное соединение.
Содержание
- 1 . Гладкие сопряжения и калибры
- 1.1 Расчет допусков и посадок гладких цилиндрических сопряжений
- 1.2 Калибры для контороля гладких цилиндрических соединений
- 2. Расчет и выбор посадок подшипника качения
- 3. Шероховатость, отклонение формы и расположения поверхностей
- 4. Допуски и посадки шпоночных и шлицевых соединений
- 4.1 Шпоночное соединение
- 4.2 Прямобочное шлицевое соединение
- 4.3 Эвольвентное шлицевое соединение
- Литература
- 1. Гладкие сопряжения и калибры
- 1.Задана посадка 56H6/k5.
- Посадка с переходная.
- Предельные отклонения отверстия 56H6: верхнее ES=+19мкм; нижнее EI=0.
- Предельные отклонения вала 56k5: верхнее es=14 мкм; нижнее ei=+1 мкм.
- Dmax = D + ES = 56 + 0,019 = 56,019 мм;
- Dmin = D + EI = 56 + 0 = 56 мм;
- dmax = d + es = 56 +0.014 = 56,014 мм;
- dmin = d + ei = 56 + 0.001 = 56,001 мм;
- TD = IT6 = 19 мкм;
- Td = IT5 = 13 мкм;
- Smax = ES - ei = 19- 1 = 18 мкм;
- Smin = EI - es = 0 - 14 = -14 мкм;
- TS = Smax - Smin = 18 + 14 = 32 мкм.
- Проверка: TS = Td+TD 32= 19 + 13
- 2.Задана посадка 70S6/h7.
- Посадка с зазором.
- Предельные отклонения отверстия 70S6: верхнее ES=-59мкм; нижнее EI=-78.
- Предельные отклонения вала 70h7: верхнее es=0 мкм; нижнее ei=-30 мкм.
- Предельные размеры отверстия и вала:
- Dmax = D + ES = 70 + (-0.059) = 69.941 мм;
- Dmin = D + EI = 70 + (-78) = 69.922 мм;
- dmax = d + es = 70 + 0 = 70 мм;
- dmin = d + ei = 70 + (0.030) = 69.970 мм;
- Допуски размеров отверстия и вала:
- TD = IT6 = 19 мкм;
- Td = IT7 = 30 мкм;
- Параметры посадки (с зазором).
- Nmax = dmax - Dmin = = -0,078 мм;
- Nmin = dmin - Dmax = = -0,029 мм;
- TN = Nmax - Nmin = -0,0678 + 0,029 = -0,049 мм.
- Проверка: TN = Td+TD 0,049 = 0,019 + 0,030
- 3.Задана посадка 105F7/h7.
- Посадка c зазором.
- Предельные отклонения отверстия 53H7: верхнее ES=+30мкм; нижнее EI=0.
- Предельные отклонения вала 53k5: верхнее es=+15 мкм; нижнее ei=+2 мкм.
- Предельные размеры отверстия и вала:
- Dmax = D + ES = 53 + 0,030 = 53,030 мм;
- Dmin = D + EI = 53 + 0 = 53 мм;
- dmax = d + es = 53 + 0,015 = 53,015 мм;
- dmin = d + ei = 53 + 0,002 = 53,002 мм;
- Допуски размеров отверстия и вала:
- TD = IT7 = 30 мкм;
- Td = IT5 = 13 мкм;
- Параметры посадки (переходная).
- Smax = Dmax - dmin = 53,030 - 53,002 = 0,028 мм;
- Nmax = dmax - Dmin = 53,015 - 53 = 0,015 мм;
- Smin = -Nmax = -0,015 мм;
- Nmin = -Smax = -0,028 мм;
- TS(N) = Smax + Nmax = 0,028 - 0,015 = 0,043 мм.
- Проверка: TS(N) = Td+TD 0,043 = 0,013 + 0,030
- 4.Задана посадка 21H8/h7.
- Посадка с зазором.
- Предельные отклонения отверстия 21H8: верхнее ES=+33мкм; нижнее EI=0.
- Предельные отклонения вала 21h7: верхнее es=0 мкм; нижнее ei=-21 мкм.
- Предельные размеры отверстия и вала:
- Dmax = D + ES = 21 + 0,033 = 21,033 мм;
- Dmin = D + EI = 21 + 0 = 21 мм;
- dmax = d + es = 21 + 0 = 21 мм;
- dmin = d + ei = 21 + (-0,021) = 20,979 мм;
- Допуски размеров отверстия и вала:
- TD = IT8 = 33 мкм;
- Td = IT7 = 21 мкм;
- Параметры посадки (c зазором).
- Smax = Dmax - dmin = 21,033 - 20,979 = 0,054 мм;
- Smin = Dmin - dmax = 21 - 21 = 0;
- TS = Smax - Smin = 0,054 - 0 = 0,054 мм.
- Проверка: TS = Td+TD 0,054 = 0,021 + 0,033
- Полученные данные для всех посадок заносим в таблицу 1.1.
- Таблица 1.1 Типы и параметры посадок
Обозначение Посадки | Предельные размеры | Предельные размеры | Тип посадки | Допуск посадки | |||||||
Отверстия | |||||||||||
переходная | |||||||||||
Исполнительный размер проходной стороны калибра-пробки:
Прmax= Dmin+Z+=34+0,0035+0,004/2=34,0055 мм;
размер на чертеже 34,0055 -0,004 мм.
Исполнительный размер непроходной стороны калибра-пробки:
Неmax= Dmax- б +=34,025-0+0,004/2=34,027 мм;
размер на чертеже 34,027 -0,004 мм.
Исполнительный размер проходной стороны калибра-скобы:
Прmin= dmax-Z 1 - =34,068-0,0035-0,004/2=34,0625 мм;
размер на чертеже 34,0625 +0,004 мм.
Исполнительный размер непроходной стороны калибра-скобы:
Неmin= dmin+ б 1 - =34,043+0-0,004/2=34,041 мм;
размер на чертеже 34,041 +0,004 мм.
Исполнительный размер контрольного калибра:
К-Иmax= dmax+ Y 1 - б 1 +=34,068+0,003-0+0,0015/2=34,07025 мм;
размер на чертеже 34,0702 -0,0015 мм.
Исполнительный размер проходного контрольного калибра:
К-Прmax= dmax-Z 1 +=34,068-0,0035+0,0015/2=34,06525 мм;
размер на чертеже 34,0652 -0,0015 мм.
Исполнительный размер непроходного контрольного калибра:
К-Неmax= dmin+ б 1 +=34,043+0+0,0015/2+0=34,04375 мм;
размер на чертеже 34,0437 -0,0015 мм.
Шероховатость рабочих поверхностей калибров:
R a ? 0,012T разм (H 1 ,H), H 1 =H=4 мкм;
R a = 0,012?4 = 0,048 мкм;
Принимаем R a из стандартного ряда
Для обоих калибров: R a =0,05 мкм.
Рисунок 1.6 Схемы полей допусков предельных калибров
2. Расчет и выбор посадок подшипников качения
Исходные данные:
подшипник 409;
класс точности 0;
радиальная сила F=4000 H;
вращающимся является внутреннее кольцо.
1. Параметры подшипника 409: d=45 мм; D=120 мм; B=29 мм; r=3,0 мм.
В рассматриваемом узле вращающимся кольцом является внутреннее кольцо подшипника, поэтому его посадку на вал производим с натягом, а наружное кольцо устанавливаем в корпус с зазором.
2. Определение минимального потребного натяга для внутреннего кольца подшипника:
где коэффициент k=2 для тяжёлой серии подшипника.
3. Определение максимального допустимого натяга внутреннего кольца подшипника:
По таблице 9 определяем предельные отклонения размеров:
для отверстия: ES=0; EI=-12 мкм;
для вала: es=+25 мкм; ei=+9 мкм;
5. Определение минимального и максимального натяга в соединении:
Tак как >(9 мкм > 4,522 мкм), а >(37 мкм < 205,2 мкм), можно заключить, что посадка внутреннего кольца подшипника выполнена правильно.
6. Выбираем посадку для наружного кольца подшипника из рекомендованных: 120H7/l0. Предельные отклонения:
для отверстия:
для вала:
Для выбранной посадки максимальный зазор:
S max =ES-ei=35-(-15)=50 мкм.
Для выбранной посадки минимальный зазор:
Smin=EI-es=0-0=0 мкм.
7. Строим схему полей допусков выбранных посадок для колец подшипника качения:
8. Эскиз сборочного узла
Рисунок 2.2 Сборочный узел
3. Шероховатость, отклонения формы и расположения поверхностей
Исходные данные:
1. 45k6; Td=16 мкм;
2. 50n7; Td=25 мкм;
3. 45k6; Td=16 мкм;
4. 25r7; Td=21 мкм;
5. 53 -0,3 ; Td=300 мкм;
6. 55 -0,3 ; Td=300 мкм;
7. 18h6; Td=11 мкм;
8. 9h15; Td=580 мкм;
9. 14N9; Td=43 мкм;
3.1 Шероховатости отмеченных поверхностей находим сообразно назначению этих поверхностей и допуску их размера
3.1.1 Определим шероховатость для посадочных мест подшипников качения
Поверхность 45k6: Td=16 мкм;
принимаем R a =0,63 мкм из стандартного ряда.
Поверхность 45k6: Td=16 мкм
Аналогично предыдущей поверхности R a =0,63 мкм.
3.1.2 Шероховатость для ответственных поверхностей, образующих с сопрягаемыми поверхностями других деталей определённые посадки
В общем случае выделенные поверхности можно считать поверхностями нормальной геометрической точности, для которых параметр шероховатости T .
Поверхность 50n7: Td=25 мкм;
принимаем R a =1,25 мкм из стандартного ряда.
Поверхность 25r7: Td=21 мкм;
принимаем R a =1,00 мкм из стандартного ряда.
Поверхность 18h6: Td=11 мкм;
принимаем R a =0,32 мкм из стандартного ряда.
3.1.3 Определение шероховатости поверхностей, к которым не предъявляются высокие требования
Поверхность 53 -0,3: Td=300 мкм;
Поверхность 55 -0,3: Td=300 мкм;
принимаем R a =12,5 мкм из стандартного ряда.
Поверхность 9h15: Td=580 мкм;
принимаем R a =25 мкм из стандартного ряда.
Шероховатость поверхностей шпоночного паза принимается в пределах R a =3,6…12,5 мкм, причём большие значения соответствуют дну паза.
3.2 Допуски на отклонение формы и расположения поверхностей также определим приближённым методом
3.2.1 Расчёт допусков на отклонение от круглости и цилиндричности поверхностей
Поверхность 45k6: Td=16 мкм;
T мкм, принимаем T =4 мкм из стандартного ряда.
T мкм, принимаем T =4 мкм.
Поверхность 50n7: Td=25 мкм;
T мкм, принимаем T =6 мкм.
Поверхность 25r7: Td=21 мкм;
T мкм, принимаем T =6 мкм.
3.2.2 Допуск на радиальное биение поверхности относительно поверхности АБ
Поверхность 50n7:
T мм, принимаем T =0,02 мм;
Поверхность 25r7:
T мм, принимаем T =0,02 мм;
3.2.3 Допуск на отклонение от перпендикулярности торца поверхности 50 -0,3 для фиксации подшипника зависит от допуска размера на ширину подшипника
T мкм, принимаем T =6 мкм.
Допуск на отклонение от перпендикулярности поверхности 9h15:
T мкм, принимаем T =120 мкм.
3.2.4 Допуск на отклонение от симметричности расположения шпоночного паза
T мкм, принимаем T =120 мкм,
3.2.5 Допуск на отклонение от параллельности шпоночного паза
T // мкм, принимаем T // =120 мкм.
где T B - при определении допуска перпендикулярности является допуском на ширину подшипника; при определении допуска отклонения от симметричности боковых сторон шпоночного паза является допуском на ширину паза вала.
Чертим эскиз вала
4. Допуски и посадки шпоночных и шлицевых соединений.
4.1 Шпоночные соединения.
Исходные данные: d=35 мм, тип соединения 3 (плотное соединение).
По ГОСТ 23360-78 выбираем основные размеры соединения:
b=10 мм, h=8 мм;
Глубина паза вала и втулки соответственно: t 1 =5 мм, t 2 =3,3 мм;
Вид исполнения 1;
Длина шпонки l=50 мм;
Условное обозначение шпонки: Шпонка 1-10 h 8 h 50 ГОСТ 23360-78.
Условия применения - плотное характеризуемое вероятностью получения примерно одинаковых небольших натягов в соединении шпонок с обоими пазами; сборка осуществляется напрессовкой, применяется при редких разборках и реверсивных нагрузках.
Для заданного типа соединения назначаем поля допусков для деталей шпоночного соединения:
поле допуска вала s6,
поле допуска отверстия H7,
поле допуска ширины шпонки b - h9,
поле допуска высоты шпонки h - h11,
поле допуска длины шпонки l - h14,
поле допуска ширины паза на валу и во втулке - P9,
Определяем предельные отклонения пользуясь стандартом на гладкие соединения:
диаметр вала 35
диаметр втулки 35
ширина шпонки 10
высота шпонки 8
длина шпонки 50
ширина паза на валу 10
ширина паза во втулке 10
глубина паза вала
* глубина паза втулки
Строим схемы расположения полей допусков (рисунок 4.1).
4.2 Прямобочное шлицевое соединение
Исходные данные: b-6 h 28H11/ ? 26,7 h 32H12/a11 h7F8/js7 ГОСТ 1139-80
Прямобочное шлицевое соединение: центрирование по боковым поверхностям зубьев b;
поле допуска центрирующего диаметра D=32 мм
H12 - втулки,
число прямобочных шлицов 6;
внутренний диаметр соединения d=28 мм;
ширина шлица b=7 мм,
поле допуска ширины шлица втулки F8,
поле допуска ширины шлица вала js7.
Центрирование по b применяется, когда не требуется особой точности соосности, при передаче значительных моментов, в случаях, когда недопустимы большие зазоры между боковыми поверхностями вала и втулки; наиболее простой и экономичный способ.
По ГОСТ 1139-80 назначаем поля допусков втулки и вала по нецентрирующему диаметру:
втулки H11,
предельное отклонение вала по нецентрирующему диаметру d не менее 26,7 мм.
Величины предельных отклонений диаметров и ширины прямобочного шлица:
Для втулки b-6 h 28H11 h 32H12 h7F8 ГОСТ 1139-80
центрирующий диаметр;
нецентрирующий диаметр;
ширина паза;
Для вала b-6 h ? 26,7 h 32a11 h7js7 ГОСТ 1139-80
центрирующий диаметр;
нецентрирующий диаметр мм;
ширина паза;
Строим схемы расположения полей допусков (рисунок 4.2).
4.3 Эвольвентные шлицевые соединения
Исходные данные: 48 h H7/h6 h 2 ГОСТ 6033-80
Номинальный диаметр D=48 мм,
Модуль m=2 мм,
вид центрирования по наружному диаметру,
поле допуска наружного диаметра втулки D f - H7,
поле допуска наружного диаметра вала d a - h6.
Центрирование по наружному диаметру D наиболее технологично, так как в этом случае в качестве окончательной операции отверстия выполняют протягивание, а при обработке вала - шлифование. Такое центрирование применяется в деталях с незакалённым отверстием.
Определяем по ГОСТ 6033-80 недостающие параметры эвольвентного соединения:
Число зубьев Z=22;
Делительный диаметр:
Диаметр впадин шлицевого вала
Диаметр внутренней втулки
Назначаем поле допуска ширины впадины втулки e - 9H, поле допуска толщины зуба вала S - 9d: посадка 9H/9d.
Поле допуска втулки и вала по нецентрируемому диаметру при плоской форме дна впадины: для втулки D a - H11, для вала d f - h16, посадка H11/h16.
Величины предельных отклонений диаметров, предельные отклонения по боковым сторонам зубьев:
Для втулки 48 h H7 h 2 ГОСТ 6033-80:
центрирующий диаметр;
ширина впадины
e - 9H: ES=+71мкм;
EJ e =+26 мкм;
Для вала 48 h h6 h 2 ГОСТ 6033-80:
центрирующий диаметр;
толщина зуба
S - 9d: es=-44 мкм;
es e =-70 мкм;
Строим схемы расположения полей допусков (рисунок 4.3).
Литература
1. Марков Н.Н., Осипов В.В., Шабалина М.Б. Нормирование точности в машиностроении: Учеб. для машиностроит. спец. вузов. / Под ред. Ю.М. Соломенцева. - 2-е изд., перераб. и доп. - М.: Высш. шк.; Издательский центр "Академия", 2001. - 335 с.: ил.
2. Якушев А.И. и др. Взаимозаменяемость, стандартизация и технические измерения: Учебник для втузов / А.И. Якушев, Л.Н. Воронцов, Н.М. Федотов. - 6-е изд., перераб. и доп. - М.: Машиностроение, 1987. - 352 с.: ил.
3. В.И. Анурьев "Справочник конструктора-машиностроителя": в 3 т. -8е изд.: -М.: Машиностроение, 2001г.
|
Чтобы скачать работу бесплатно нужно вступить в нашу группу ВКонтакте . Просто кликните по кнопке ниже. Кстати, в нашей группе мы бесплатно помогаем с написанием учебных работ. Через несколько секунд после проверки подписки появится ссылка на продолжение загрузки работы. |
|
| Бесплатная оценка | |
| Повысить оригинальность данной работы. Обход Антиплагиата. | |
|
РЕФ-Мастер
- уникальная программа для самостоятельного написания рефератов, курсовых, контрольных и дипломных работ. При помощи РЕФ-Мастера можно легко и быстро сделать оригинальный реферат, контрольную или курсовую на базе готовой работы - Нормирование точности в машиностроении.
|
|
| Как правильно написать введение?
Секреты идеального введения курсовой работы (а также реферата и диплома) от профессиональных авторов крупнейших рефератных агентств России. Узнайте, как правильно сформулировать актуальность темы работы, определить цели и задачи, указать предмет, объект и методы исследования, а также теоретическую, нормативно-правовую и практическую базу Вашей работы. |
|
А. В. Авилов,
Р. А. Белухин, О. М. Ладыгина
Взаимозаменяемость
Трудно отыскать замену человеку толковому.
Отличительная особенность глупцов - их полная взаимозаменяемость.
АЛЕКСЕЙ ГРИШАНКОВ
Министерство образования и науки Российской Федерации
Волжский политехнический институт (филиал)
Государственного образовательного учреждения
Высшего профессионального образования
«Волгоградский государственный технический университет»
Кафедра «Технология и оборудование машиностроительных
производств»
А. В. Авилов, Р. А. Белухин, О. М. Ладыгина
Взаимозаменяемость
учебное пособие

Волгоград 2010
Рецензенты:
Доктор технических наук, профессор кафедры «Технология машиностроения и стандартизация» ВИСТех (филиал) ВолгГАСУ
Пушкарёв О. И.
Декан строительного факультета ВИСТех (филиал) ВолгГАСУ, кандидат технических наук, доцент
Крюков С. А.
Взаимозаменяемость: учебное пособие / А.В. Авилов, Р. А. Белухин, О. М. Ладыгина; ВПИ (филиал) ВолгГТУ. – Волгоград, 2010. – 194 с.
Содержит справочно-методические материалы для выполнения курсовой (семестровой, контрольной) работы по дисциплине «Метрология, стандартизация и сертификация», «Взаимозаменяемость».
Предназначено для студентов машиностроительных специальностей всех форм обучения.
Издаётся по решению редакционно-издательского совета
Волгоградского государственного технического университета
© Волгоградский государственный
технический университет, 2010
© Волжский
политехнический институт, 2010
|
1 Нормирование точности линейных размеров | |
|
1.1 Размеры, отклонения, допуски | |
|
1.2 Единая система допусков и посадок (ЕСДП) | |
|
1.3 Общие допуски размеров | |
|
1.4 Расчет и назначение посадок | |
|
1.4.1 Подбор посадок методом подобия | |
|
1.4.2 Назначение посадки расчетным методом | |
|
2 Размерные цепи | |
|
2.1 Основные понятия и определения | |
|
2.2 Методы решения размерных цепей | |
|
2.2.1 Порядок расчёта размерной цепи по методу «максимум – минимум» | |
|
3 Нормирование точности формы, шероховатости и расположения поверхностей деталей машин | |
|
3.1 Шероховатость поверхности | |
|
3.2 Нормирование отклонений формы и расположения поверхностей деталей машин | |
|
3.2.1 Основные понятия | |
|
3.2.2 Определение числовых значений допусков формы поверхности | |
|
3.2.3 Выбор вида допуска, базы и определение числовых значений допусков расположения | |
|
3.3 Зависимые и независимые допуски расположения | |
|
3.4 Общие допуски формы и расположения поверхностей | |
|
4 Нормирование точности шпоночных и шлицевых соединений | |
|
4.1 Шпоночные соединения | |
|
4.1.1 Назначение шпоночных соединений и их конструктивное исполнение | |
|
4.1.3. Требования к оформлению шпоночных соединений | |
|
4.2 Шлицевые соединения | |
|
4.2.1 Назначение, краткая характеристика и классификация шлицевых соединений | |
|
4.2.2 Способы центрирования шлицевых соединений с прямобочным профилем зуба | |
|
4.2.3 Посадки и условные обозначения прямобочных шлицевых соединений | |
|
5 Нормирование точности размеров и посадок подшипников | |
|
5.1 Назначение, технические требования, категории и классы точности подшипников | |
|
5.2 Условные обозначения подшипников | |
|
5.3 Предельные отклонения диаметров колец подшипников | |
|
5.4 Выбор посадок для колец подшипника | |
|
5.5 Нормирование точности посадочных поверхностей вала и корпуса, сопрягаемых с подшипником | |
|
5.6 Примеры выполнения сборочной единицы с подшипником качения | |
|
6 Нормирование точности метрической резьбы | |
|
6.1 Основные параметры резьбы | |
|
6.2 Допуски и посадки метрической резьбы с зазором | |
|
6.3 Допуски и посадки метрической резьбы с натягами и переходными посадками | |
|
7 Нормирование точности цилиндрических зубчатых передач и колес | |
|
7.1Расчет геометрических параметров | |
|
7.2 Эксплуатационные требования и система допусков на зубчатые передачи | |
|
7.2.1 Система допусков на зубчатые передачи | |
|
7.2.2 Расшифровка условных обозначений | |
|
7.3 Выбор степени точности зубчатой передачи | |
|
7.4 Выбор контрольного комплекса | |
|
7.5 Требования к рабочим чертежам зубчатых колес | |
|
7.6 Пример оформления рабочего чертежа зубчатого колеса | |
|
8 Выбор универсальных средств измерений | |
|
8.1 Факторы, влияющие на выбор средств и методов измерения | |
|
8.2 Источники погрешностей измерения и способы их устранения | |
|
8.3 Выбор средств измерений в зависимости от их погрешности и допуска размера | |
|
8.4 Влияние погрешности измерения на достоверность результатов контроля | |
|
8.5 Роль технических служб в выборе средств измерений | |
|
8.6 Пример выбора средств измерений | |
|
9 Контроль деталей гладкими калибрами | |
|
9.1 Назначение и типы калибров | |
|
9.2 Расчет исполнительных размеров гладких калибров | |
|
9.3 Конструкции и технические требования к калибрам | |
|
9.4 Проектирование гладких калибров для валов и отверстий | |
|
Список литературы | |
|
Приложение А | |
|
Приложение Б |
1 Нормирование точности линейных размеров
1.1 Размеры, отклонения, допуски
Основные понятия и термины регламентированы ГОСТом 25346–89.
Размер – числовое значение линейной величины (диаметра, длины и т. д.). Действительным называют размер, установленный измерением с допустимой погрешностью.
Два предельно допустимых размера, между которыми должен находиться или которым может быть равен действительный размер, называются предельными размерами . Больший из них называется наибольшим предельным размером , меньший – наименьшим предельным размером .
Номинальный размер – размер, который служит началом отсчета отклонений и относительно которого определяют предельные размеры. Для деталей, составляющих соединение, номинальный размер является общим.
Не любой размер, полученный в результате расчета, может быть принят за номинальный. Чтобы повысить уровень взаимозаменяемости, уменьшить номенклатуру изделий и типоразмеров заготовок, стандартного или нормализованного режущего и измерительного инструмента, оснастки и калибров, создать условия для специализации и кооперирования предприятий, удешевления продукции, значения размеров, полученные расчетом, следует округлять в соответствии со значениями, указанными в ГОСТе 6636–69. При этом полученное расчетом или иным путем исходное значение размера, если оно отличается от стандартного, следует округлить до ближайшего большего стандартного размера. Стандарт на нормальные линейные размеры построен на базе рядов предпочтительных чисел ГОСТ 8032–84.
Наиболее широко используют ряды предпочтительных чисел, построенные по геометрической прогрессии. Геометрическая прогрессия обеспечивает рациональную градацию числовых значений параметров и размеров, когда нужно установить не одно значение, а равномерный ряд значений в определенном диапазоне. В этом случае число членов ряда получается меньшим по сравнению с арифметической прогрессией.
Принятые обозначения:
D (d ) – номинальный размер отверстия (вала);
D max , (d m ах), D min , (d min), D e (d e), D m (d m ) – размеры отверстия (вала), наибольший (максимальный), наименьший (минимальный), действительный, средний.
ES (es ) – верхнее предельное отклонение отверстия (вала);
El (ei ) – нижнее предельное отклонение отверстия (вала);
S , S max , S min , S m – зазоры, наибольший (максимальный), наименьший (минимальный), средний соответственно;
N , N max , N min , N m – натяги, наибольший (максимальный), наименьший (минимальный), средний соответственно;
TD , Td , TS , TN , TSN – допуски отверстия, вала, зазора, натяга, зазора – натяга (в переходной посадке) соответственно;
IT 1, IT 2, IT 3…IT n ……IT 18 – допуски по квалитетам обозначаются сочетанием букв IT с порядковым номером квалитета.
Отклонение – алгебраическая разность между размером (действительным, предельным и т. д.) и соответствующим номинальным размером:
Для отверстия ES = D max – D ; EI = D min – D ;
Для вала es = d max – d ; ei = d min – d .
Действительное отклонение – алгебраическая разность между действительным и номинальным размерами. Отклонение является положительным, если действительный размер больше номинального и отрицательным, если он меньше номинального. Если действительный размер равен номинальному, то его отклонение равно нулю.
Предельным отклонением называется алгебраическая разность между предельным и номинальным размерами. Различают верхнее и нижнее отклонения. Верхнее отклонение – алгебраическая разность между наибольшим предельным и номинальным размерами. Нижнее отклонение – алгебраическая разность между наименьшим предельным и номинальным размерами.
Для упрощения и удобства работы на чертежах и в таблицах стандартов на допуски и посадки вместо предельных размеров принято проставлять значения предельных отклонений: верхнего и нижнего. Отклонения всегда указывают со знаком «+» или «–». Верхнее предельное отклонение ставится несколько выше номинального размера, а нижнее – несколько ниже. Отклонения, равные нулю, на чертеже не проставляют. Если верхнее и нижнее предельные отклонения равны по абсолютной величине, но противоположны по знаку, то числовое значение отклонения указывают со знаком «±»; отклонение указывают вслед за номинальным размером. Например:
30 ;55
;55 ;
3 +0,06 ;
45±0,031.
;
3 +0,06 ;
45±0,031.
Основное отклонение – одно из двух отклонений (верхнее или нижнее), используемое для определения поля допуска относительно нулевой линии. Обычно таким отклонением является отклонение, ближайшее к нулевой линии.
Нулевая линия – линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров при графическом изображении допусков и посадок. Если нулевая линия расположена горизонтально, то положительные отклонения откладываются вверх от нее, а отрицательные – вниз.
Допуск размера – разность между наибольшим и наименьшим предельными размерами или абсолютная величина алгебраической разности между верхним и нижним отклонениями:
Для отверстия TD = D max – D mi n = ES – EI ;
Для вала Td = d max – d min = es – ei .
Допуск является мерой точности размера. Чем меньше допуск, тем выше требуемая точность детали, тем меньше допускается колебание действительных размеров детали.
При обработке каждая деталь приобретает свой действительный размер и может быть оценена как годная, если он находится в интервале предельных размеров, или забракована, если действительный размер вышел за эти границы.
Условие годности деталей может быть выражено следующим неравенством:
D max (d max) ≥ D e (d e) ≥ D min (d min).
Допуск является мерой точности размера. Чем меньше допуск, тем меньше допустимое колебание действительных размеров, тем выше точность детали и, как следствие, увеличивается трудоемкость обработки и ее себестоимость
Поле допуска – поле, ограниченное верхним и нижним отклонениями. Поле допуска определяется числовым значением допуска и его положением относительно номинального размера. При графическом изображении поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии (рисунок 1.1).

Рисунок 1.1 – Схемы расположения полей допусков:
а – отверстия (ES и EI – положительные); б – вала (es и ei – отрицательные)
В соединении деталей, входящих одна в другую, есть охватывающие и охватываемые поверхности.Вал – термин, применяемый для обозначения наружных (охватываемых) элементов деталей. Отверстие – термин, условно применяемый для обозначения внутренних (охватывающих) элементов деталей. Термины отверстие и вал относятся не только к цилиндрическим деталям круглого сечения, но и к элементам деталей другой формы, например ограниченным двумя параллельными плоскостями.
Основной вал – вал, верхнее отклонение которого равно нулю (es = 0).
Основное отверстие – отверстие, нижнее отклонение которого равно нулю (EI = 0).
Зазор – разность размеров отверстия и вала, если размер отверстия больше размера вала. Зазор обеспечивает возможность относительного перемещения собранных деталей.
Натяг – разность размеров вала и отверстия до сборки, если размер вала больше размера отверстия. Натяг обеспечивает взаимную неподвижность деталей после их сборки.
Наибольший и наименьший зазоры (натяги) – два предельных значения, между которыми должен находиться зазор (натяг).
Средний зазор (натяг) есть среднее арифметическое между наибольшим и наименьшим зазором (натягом).
Посадка – характер соединения деталей, определяемый разностью их размеров до сборки.
Посадка с зазором – посадка, при которой всегда обеспечивается зазор в соединении.
В посадках с зазором поле допуска отверстия расположено над полем допуска вала. К посадкам с зазором относятся также посадки, в которых нижняя граница поля допуска отверстия совпадает с верхней границей поля допуска вала.
Посадка с натягом – посадка, при которой всегда обеспечивается натяг в соединении. В посадках с натягом поле допуска отверстия расположено под полем допуска вала
Переходной посадкой называется посадка, при которой возможно получение как зазора, так и натяга в соединении. В такой посадке поля допусков отверстия и вала полностью или частично перекрывают друг друга.
Допуск посадки – сумма допусков отверстия и вала, составляющих соединение.
Характеристики посадок:
Для посадок с зазором:
S min = D min – d max = EI – es ;
S max = D max – d min = ES – ei ;
S m = 0,5 (S max + S min);
Т S = S max – S min = TD + Td ;
Для посадок с натягом:
N min = d min – D max = ei – ES ;
N max = d max – D min = es – EI ;
N m = 0,5 (N max + N min);
Т N = N max – N min = TD + Td ;
Для переходных посадок:
S max = D max – d min = ES – ei ;
N max = d max – D min = es – EI ;
N m (S m) = 0,5 (N max – S max);
результат со знаком минус будет означать, что среднее значение для посадки соответствует S m .
Т S (N ) = Т N (S ) = S max + N max = TD + Td .
В машиностроении и приборостроении широко используются посадки всех трех групп: с зазором, натягом и переходные. Посадку любой группы можно получить, либо изменяя размеры обеих сопрягаемых деталей, либо одной сопряженной детали.
Совокупность посадок, в которых предельные отклонения отверстий одного номинального размера и одной точности одинаковы, а различные посадки достигаются изменением предельных отклонений валов, называется системой отверстия . Для всех посадок в системе отверстия нижнее отклонение отверстия EI = 0, т. е. нижняя граница поля допуска основного отверстия совпадает с нулевой линией.
Совокупность посадок, в которых предельные отклонения вала одного номинального размера и одной точности одинаковы, а различные посадки достигаются изменением предельных отклонений отверстий, называется системой вала . Для всех посадок в системе вала верхнее отклонение основного вала es = 0, т. е. верхняя граница поля допуска вала всегда совпадает с нулевой линией.
Обе системы равноправны и имеют примерно одинаковый характер одноименных посадок, т. е. предельные зазоры и натяги. В каждом конкретном случае на выбор той или иной системы оказывают влияние конструкторские, технологические и экономические соображения. Вместе с тем следует обратить внимание на то, что точные валы разных диаметров могут обрабатываться на станках одним инструментом при изменении только наладки станка. Точные же отверстия обрабатывают мерным режущим инструментом (зенкеры, развертки, протяжки и т. п.), причем для каждого размера отверстия требуется свой комплект инструмента. В системе отверстия различных по предельным размерам отверстий во много раз меньше, чем в системе вала, а, следовательно, сокращается номенклатура дорогостоящего инструмента. Поэтому преимущественное распространение получила система отверстия. Однако в отдельных случаях приходится использовать систему вала. Приведем некоторые примеры предпочтительного применения системы вала:
Во избежание концентрации напряжений в месте перехода с одного диаметра на другой по прочностным соображениям нежелательно делать ступенчатый вал, и тогда его выполняют постоянного диаметра;
При ремонте, когда имеется готовый вал и под него делается отверстие;
По технологическим соображениям, когда стоимость изготовления вала, например, на бесцентрово-шлифовальных станках оказывается небольшой, выгодно применять систему вала;
При использовании стандартных узлов и деталей. Например, наружный диаметр подшипников качения изготавливается по системе вала. Если делать наружный диаметр подшипника в системе отверстия, то потребовалось бы значительно расширить их номенклатуру, а обрабатывать подшипник по наружному диаметру нецелесообразно;
Когда на вал одного диаметра необходимо установить несколько отверстий с разным видом посадок.
Государственное образовательное учреждение высшего профессионального образования
«ТЮМЕНСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЕГАЗОВЫЙ УНИВЕРСИТЕТ»
ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ
КАФЕДРА«ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ»
Контрольная работа
Нормирование точности, допуски и посадки
Вариант№ 16
Тюмень2010
Задача№1
Дано: Ш77 ,для номинального размера построить расположение полей допусков трех видов соединений.
Определить и указать на схеме значение предельных отклонений размеров, зазоров и натягов.Определить:допуски, посадки и в каких пределах может находиться действительный размер годной детали.
1). Ш77Н8 ES=+0,046 мм
Ш77 d7 es= -0,100 мм

Предельные размеры:
Посадка с зазором
![]()
для вала от Ш76,900до Ш76,870мм
2). Ш77Н8 ES=+0,046 мм
Ш77 n7 es= +0,050 мм

Предельные размеры:
Посадка переходная
Зазор и натяг
Действительные размеры годной детали:
для отверстия от Ш77,046до Ш77,0мм
для вала от Ш77,020до Ш77,050мм
3). Ш77Н8 ES=+0,046 мм
Ш77 s7 es= +0,089 мм

Предельные размеры:
Посадка с натягом
![]()
Действительные размеры годной детали:
для отверстия от Ш77,046до Ш77,0мм
для вала от Ш77,059до Ш77,089мм
Задача№2
Дано: вид шпоночного соединения–С (свободное),диаметр вала Ш77
1). Выбираем размеры призматической шпонки:
22 х 14, интервал длины от 63 до250 мм
9мм глубина паза на валу
5,4мм глубина паза во втулке
2). Выбираем поля допусков для шпонки и для пазов зависимости от характера шпоночного соединения:
для шпонки- 22h9 х 14h11 х 100h14
ширина шпоночного паза на валу- 22H9
ширина паза во втулке- 22D10
3). Эскиз шпоночного соединения

4). Схема расположения полей допусков шпоночного соединения

5). Условное обозначение шпонки:
2-22h9 х 14h11 х100h14 ГОСТ23360-78
Задача№3
Дано:шлицевое соединение6х11х14, закалена втулка.
1). Принимаем способ центрирования шлицевого соединения-центрирование по внутреннему диаметру втулкиd.
2). Находим из таблицы ширину зуба- b= 3 мм.
Для размераd = 11
Для размераb= 3
4). Эскиз шлицевого соединения:

5). Схема расположения полей допусков шлицевого соединения

6). Условное обозначение шлицевого соединения
d – 6 x 11 x 14 x 3
Похожие рефераты:
Взаимозаменяемость, стандартизация и технические измерения
Допуски и посадки цилиндрических соединений.
Нормирование точности в машиностроении
Допуски и посадки гладких цилиндрических сопряжений и калибры для контроля их соединений. Выбор посадок подшипника качения. Понятие шероховатости, отклонения формы и расположения поверхностей. Прямобочное и эвольвентное шлицевое и шпоночное соединение.
Метрология расчет типовых соединений
Выбор посадки для соединения с зазором в зависимости от диаметра и скорости вращения. Расчет посадки для втулки, запрессованной в корпус. Расчет резьбового соединения, определение исполнительных размеров калибров. Выбор посадок подшипника качения.
Нормирование основных деталей и узлов
Особенности расчёта и подбора посадок. Нормирование точности болтового и шпилечного соединения, точности диаметрального размера втулки и вала при нормальной температуре. Определение посадок под подшипники, шпоночных соединений. Расчёт размерной цепи.
Расчет элементов механизма подачи металлорежущего станка
Расчёт гладких цилиндрических соединений механизма подачи металлорежущего станка. Методика определения калибров для контроля деталей соединения. Подбор и расчет подшипников качения, резьбовых и шпоночных соединений. Составление схемы размерной цепи.
Расчеты средств технических измерений и контроля
Определение элементов сопряжения, условное обозначение посадок и квалитетов на чертежах и расчет калибров. Выбор посадок с зазором для подшипников жидкостного трения. Расчет допусков и посадок шпоночных соединений. Выбор деталей под подшипник качения.
Взаимозаменяемость, допуски и посадки
Особенности выбора допуска и посадок для гладких цилиндрических соединений, выбор полей допусков для деталей, сопрягаемых с подшипниками качения. Выбор допусков и посадок шпоночных, шлицевых соединений. Расчет допусков размеров заданной размерной цепи.
Определение параметров основных типовых соединений
Методика расчета параметров сопряжений: гладких цилиндрических, резьбовых, шпоночных и шлицевых соединений. Построение схем расположения полей допусков деталей и их сопряжений в соответствии с требованиями Единой системы конструкторской документации.
Гладкое цилиндрическое соединение. Определение элементов соединений, подвергаемых селективной сборке
Основные параметры гладкого цилиндрического соединения. Групповые допуски вала и отверстия. Составление карты сортировщика. Расчет и выбор полей допусков для деталей, сопрягаемых с подшипниками качения. Допуски и посадки шпоночных и шлицевых соединений.
Расчеты деталей машин
Выбор посадок гладких цилиндрических соединений, для шпоночного соединения, для шлицевых соединений с прямым профилем зуба. Расчет размеров деталей подшипникового узла, предельных и средних натягов и зазоров. Проверка наличия радиального зазора.
Метрология, взаимозаменяемость, стандартизация, сертификация
Обоснование, назначение и анализ посадок для типовых соединений деталей машин заданной сборочной единицы, выполнение их расчёта. Вычисление исполнительных размеров калибра-скобы и калибра-пробки. Исполнение рабочих чертежей вала и зубчатого колеса.
Особенности выбора посадок для гладких цилиндрических и шпоночных соединений редуктора, применяемого для понижения оборотов двигателя и повышения крутящего момента. Методика расчета размерной цепи методом полной взаимозаменяемости и вероятностным методом.
Сопряжения с зазором и натягом
Характеристики посадки с зазором и натягом, верхнее и нижнее отклонения, наибольший и наименьший предельные размеры, допуск зазора и натяга. Расположения полей допусков для сопряжений. Обозначение предельных отклонений на сборочном и рабочем чертежах.
Выбор и расчет посадок типовых соединений
Расчёт гладкого цилиндрического соединения 2 – шестерня – вал. Вычисление калибров для контроля гладких цилиндрических соединений. Выбор нормальной геометрической точности. Определение подшипникового соединения, посадок шпоночного и шлицевого соединения.
Анализ качества изделия машиностроения
Расчет и выбор посадки с натягом для соединения зубчатого колеса с валом. Анализ полученной посадки и построение схемы расположения полей допусков. Обозначение посадки соединения и полей допусков сопрягаемых деталей, поправка к расчетному натягу.
Расчет, выбор и обоснование посадок соединений
Стандартизация и унификация деталей и сборочных единиц: ускорение и удешевление конструирования, изготовления, эксплуатации и ремонта машин. Выбор посадок для гладких цилиндрических сопряжений, шпоночных и шлицевых соединений, подшипников качения.
Расчет, выбор и обоснование посадок соединений редуктора
Выбор посадок для гладких цилиндрических соединений, расположенных на тихоходном валу, обоснование выбора системы и квалитетов. Расчет и выбор посадок с натягом. Решение линейных размерных цепей методом полной взаимозаменяемости и вероятностным методом.
Составление схем расположения полей допусков стандартных сопряжений. Расчёт соединения подшипника качения с валом и корпусом. Расчет размерных цепей
Схемы расположения полей допусков стандартных сопряжений. Соединение подшипника качения с валом и корпусом. Расчет размерных цепей. Решение задачи методом максимума - минимума. Решение задачи теоретико-вероятностным методом (способ равных квалитетов).
Посадки и допуски
Расчеты калибров и контркалибров посадок колец подшипника, контроль размеров и расчет на вероятность зазоров. Параметры цилиндрической зубчатой передачи и расчет размерной цепи заданого замыкающего звена. Размеры и предельные отклонения соединений.
Допуски и посадки
Расшифровка посадки по буквенному написанию или другим параметрам. Обозначение системы, в которой обозначены отверстие и вал. Буквенное обозначение размеров вала и отверстия. Расчет предельного размера вала и отверстия S(N) max и min допуск посадки.
Федеральное государственное бюджетное образовательное учреждение
высшего профессионального образования
«Алтайский государственный технический университет
имени И.И. Ползунова»
В.А. Вагнер,
В.П. Звездаков,
В.В. Собачкин
НОРМИРОВАНИЕ ТОЧНОСТИ В МАШИНОСТРОЕНИИ
Учебное пособие
по дисциплине "Метрология, стандартизация и сертификация"
Допущено Учебно-методическим объединением вузов по университетскому политехническому образованию в качестве пособия для студентов высших учебных заведений, обучающихся по машиностроительным направлениям подготовки
Из-во АлтГТУ
Барнаул – 2011
Вагнер В.А. Нормирование точности в машиностроении. Учебное пособие по дисциплине «Метрология, стандартизация и сертификация»/ В.А. Вагнер, В.П. Звездаков, В.В. Собачкин. - Барнаул: Изд-во Алт.гос.техн. ун-т им. И.И.Ползунова.- 2011, 84 с.: ил.
В учебном пособии представлены сведения о нормировании точности в машиностроении при разработке деталей и узлов машин.
Целью работы является изучение теоретических вопросов по разделу «взаимозаменяемость» дисциплины «Метрология, стандартизация и сертификация», развитие навыков самостоятельной деятельности студентов по практическому закреплению рассмотренных в теоретической части курса задач, а также работы со справочной литературой и стандартами.
Учебное пособие предназначено для студентов высших учебных заведений всех специальностей, обучающихся по машиностроительным направлениям подготовки очной, очно-заочной и заочной форм обучения , изучающих курс «Метрология, стандартизация и сертификация».
Рецензенты:
Профессор кафедры «Метрология и взаимозаменяемость» МГТУ им. Н.Э.Баумана,
д.т.н. Пронякин В.И.
Профессор кафедры «Детали машин» Уральского федерального университета,
д.т.н. Чечулин Ю.Б.
1 Определение номинальных размеров деталей сборочной единицы. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 Общие сведения о размерах, допусках, посадках и предельных отклонениях. . . . . . . . . . . . . . . . . . . . . .
3 Допуски и посадки в «Единой системе допусков и посадок» . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 Выбор посадок при проектировании конструкций. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1 Посадки с зазором. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.2 Переходные посадки. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3 Посадки с натягом. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 Расчет посадки с натягом. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 Допуски и посадки шпоночных соединений. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 Соединения с призматическими шпонками. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 Соединения с сегментными шпонками. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 Допуски и посадки зубчатых (шлицевых) соединений. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1 Зубчатое соединение с прямобочными шлицами. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.2 Зубчатое соединение с эвольвентными шлицами. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 Посадки подшипников качения. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 Размерные цепи. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10 Нормирование точности формы и расположения поверхностей типовых деталей машин, определение требуемой шероховатости поверхности. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.1 Допуски формы и взаимного расположения поверхностей. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.2 Шероховатость поверхностей деталей. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11 Допуски расположения осей отверстий для крепежных деталей. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12 Обоснование технических требований на чертеж сборочной единицы. . . . . . . . . . . . . . . . . . . . . . . . . . .
12.1 Общие положения. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12.2 Определение величин технических требований. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12.2.1 Определение величин боковых зазоров в зацеплении. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12.2.2 Определение полноты контакта сопряженных боковых поверхностей зубьев. . . . . . . . . . . . . . . . . .
13 Указания по составлению технических требований и оформлению рабочего чертежа зубчатого колеса. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13.2 Рекомендации по составлению технических требований для цилиндрического и конического зубчатых колес. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14 Указания по составлению технических требований и оформлению рабочего чертежа вала редуктора
15 Рекомендации по составлению технических требований, разработке и оформлению чертежа крышки подшипника и стакана. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Список литературы. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Приложение А. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Приложение Б. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4
ВВЕДЕНИЕ
В соответствии с образовательным стандартом для студентов технических специальностей машиностроительного направления, изучающих дисциплину «Метрология, стандартизация и сертификация» в разделе взаимозаменяемость, предусмотрена курсовая работа или расчетное задание.
Целью курсовой работы (расчетного задания) является закрепление знаний, полученных из теоретического курса и приобретение навыков их практического применения , поэтому в данной работе приводятся как сведения теоретического характера по основным разделам дисциплины, так и примеры решения типовых задач курса. В приложении к работе дается справочный материал, необходимый для решения задач.
Выполнение курсовой работы проводится по индивидуальным заданиям, выданным преподавателем .
Требования к содержанию и оформлению курсовой работы (расчетного задания) изложены в методических рекомендациях .
1 Определение номинальных размеров деталей сборочной единицы
Размеры деталей, составляющих сборочную единицу, зависят от задания и варианта на курсовую работу. Для определения их номинальных значений необходимо вычислить масштабный коэффициент. Рассчитывается он следующим образом. На чертеже задания на курсовую работу измеряется размер, соответствующий диаметру вала под подшипником качения (d 3 измеренный). Заданный по заданию размер (d 3 заданный) делят на этот измеренный размер и получают масштабный коэффициент μ
Измеряя все другие размеры деталей сборочной единицы и умножая их на этот масштабный коэффициент, определяют расчётные размеры.
Для сокращения числа типоразмеров заготовок и деталей, режущего и измерительного инструмента значения номинальных размеров , полученные расчетом, необходимо округлить до значений, указанных в ГОСТ 6636-69 «Нормальные линейные размеры» (таблица А.1). После этого округленные значения номинальных размеров следует занести в таблицу 1.1. Размеры, связанные с подшипником качения, при этом, следует принять по стандарту на это изделие, независимо от величины расчётного размера. Для этого следует расшифровать условное обозначение заданного подшипника качения, определив его серию, тип и конструктивные особенности, а затем по ГОСТ 520-2002 или справочникам выписать все параметры подшипника качения, необходимые для дальнейших расчетов (присоединительный диаметр наружного кольца, ширину колец, динамическую грузоподъемность подшипника).
Затем назначают размеры, связанные с подшипником качения. Такими размерами являются размер d 1 (посадочный диаметр сквозной крышки подшипника), d 2 (диаметр отверстия в корпусе для установки подшипника), d 4 (внутренний диаметр дистанционной втулки), d 5 (посадочный диаметр глухой крышки подшипника). Обозначения по .
Например, если по заданию известно , что d 3 = 30 мм, тип подшипника 7300, то это значит, что типоразмер подшипника 7306 (d 3 /5=30/5 = 6), подшипник роликовый конический и наружный его диаметр D = 72 мм . В соответствии с этим размеры d 1 = d 2 = d 5 = 72 мм, и d 4 = d 3 = 30 мм.
При заполнении таблицы 1.1 следует обращать внимание на размеры нормированных и стандартных деталей, которые необходимо также принимать согласно соответствующим нормативным документам. К таким деталям относятся уплотнения подшипниковых узлов, шпонки, гайки круглые шлицевые, крышки подшипников сквозные и глухие, стаканы подшипников .
По полученным размерам вычерчивают в соответствующем масштабе сборочную единицу.
2 Общие сведения о размерах, допусках, посадках и предельных отклонениях
Размер – числовое значение линейной величины (диаметр, длина и т. п.) в выбранных единицах измерения. На чертежах все линейные размеры указываются в миллиметрах.
Действительный размер – размер элемента, установленный измерением с допускаемой погрешностью.
Предельные размеры – два предельно допустимых размера, между которыми должны находиться или которым может быть равен действительный размер годной детали. Больший из них называется наибольшим предельным размером, а меньший – наименьшим предельным размером. Обозначаются D max и D min для отверстия и d max и d min для вала.
Номинальный размер – размер, относительно которого определяются отклонения. Размер, который указан на чертеже является номинальным. Номинальный размер определяется конструктором в результате расчетов на прочность и жесткость или с учетом конструктивных и технологических особенностей. Для деталей, образующих посадочное соединение , номинальный размер является общим.
В
Таблица 1.1 - Размеры сборочной единицы
№ п/п
Обозначение размера
Размер измеренный, мм
Размер расчетный, мм
Размер по ГОСТ 6636-69
1
. . .
. . .
. . .
. . .
2
. . .
. . .
. . .
. . .
n
. . .
. . .
. . .
. . .
ерхнее отклонение ES, es – алгебраическая разность между наибольшим предельным и соответствующим номинальным размерами.
ES = D max – D - для отверстия, (2.1)
es = d max – d - для вала. (2.2)
Нижнее отклонение EI, ei – алгебраическая разность между наименьшим предельным и соответствующим номинальным размерами.
EI = D min – D - для отверстия, (2.3)
ei = d min – d - для вала. (2.4)
Действительное отклонение – алгебраическая разность между действительным и номинальным размерами.
Допуск Т – разность между наибольшим и наименьшим предельными размерами или алгебраическая разность между верхним и нижним отклонениями.
Т D = D max – D min = ES - EI - для отверстий, (2.5)
Т d = d max – d min = es - ei - для вала. (2.6)
Допуск всегда положителен. Он определяет допускаемое поле рассеивания действительных размеров годных деталей в партии, то есть заданную точность изготовления.
Поле допуска – поле, ограниченное наибольшим и наименьшим предельными размерами и определяемое величиной допуска Т и его положением относительно номинального размера. При графическом изображении поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии (рисунок 2.1).
Основное отклонение – одно из двух отклонений (верхнее или нижнее), определяющее положение поля допуска относительно нулевой линии. Основным является отклонение ближайшее к нулевой линии. Второе отклонение определяется через допуск.
Нулевая линия – линия, соответствующая номинальному размеру, от которой откладывают отклонения размеров при графическом изображении допусков и посадок.
Вал – термин, условно применяемый для обозначения наружных (охватываемых) элементов деталей, включая и нецилиндрические элементы.
Отверстие – термин, условно применяемый для обозначения внутренних (охватывающих) элементов деталей, включая и нецилиндрические элементы.
Допуск отверстия обозначается T D , а вала T d . Помимо охватывающих и охватываемых элементов, называемых отверстиями и валами, в деталях имеются элементы, которые нельзя отнести ни к отверстию, ни к валу (уступы, расстояния между осями отверстий и т. д.).
Посадка - характер соединения двух деталей , определяемый разностью их размеров до сборки. Посадка характеризует свободу относительного перемещения соединяемых деталей или степень сопротивления их взаимному смещению. По характеру соединения различают три группы посадок: посадки с зазором, посадки с натягом и переходные посадки.
Зазор S – разность размеров отверстия и вала, если размер отверстия больше размера вала. Зазор обеспечивает возможность относительного перемещения собранных деталей. Наибольший, наименьший и средний зазоры определяются по формулам:
S max = D max – d min = ES - ei; (2.7)
S 
Рисунок 2.1. а – сопряжение
б – схема расположения полей допусков вала и отверстия
min = D min – d max = EI - es (2.8)
Открытие бизнеса

Где можно и где нельзя работать после туберкулеза Где можно работать после
Форекс

Направления повышения эффективности использования собственного капитала На базе двигателя с плоским печатным якорем разработаны изделия для автомобильной промышленности
Банки