ОСНОВНЫЕ РАЗМЕРЫ МЕТРИЧЕСКОЙ РЕЗЬБЫ
(ГОСТ 9150-2002, ГОСТ 8724-2002, ГОСТ 24705-2004)
ГОСТ 8724-2002 представляет собой идентичный текст международного стандарта ИСО 261-98 «Резьбы ИСО общего назначения. Диаметры и шаги в диапазоне диаметров от 1 до 300 мм» и содержит дополнительные требования, отражающие потребности экономики страны (до 600 мм).
Настоящий стандарт распространяется на метрические резьбы общего назначения с профилем по ГОСТ 9150 и устанавливает их диаметры от 0,25 до 600 мм и шаги от 0,075 до 8 мм. Основные размеры метрической резьбы - по ГОСТ 24705. Допуски резьбы - по ГОСТ 9000 и ГОСТ 16093.
где,
d, D
- наружные диаметры соответственно наружной резьбы
(болта) и внутренней резьбы (гайки);
d 2 , D 2
- средние диаметры соответственно болта и гайки;
d 1 , D 1
- внутренние диаметры соответственно болта и гайки;
d 3
- внутренний диаметр болта по дну впадины (для расчета напряжений);
р
- шаг резьбы;
Н
- высота исходного треугольника.
Номинальные значения диаметров резьбы должны соответствовать указанным на чертеже
и в таблице. Приведены основные резьбы диаметром от 2
до 300
мм 1-го и 2-го (в скобках) ряда.
Полная таблица приведена ниже.
размеры, мм
| Шаг резьбы Р | Диаметр резьбы | |||
| наружный | средний | внутренний | внутренний по дну впадины |
|
| С к р у п н ы м ш а г о м | ||||
| 0,40 | 2,0 | 1,740 | 1,567 | 1,509 |
| 0,45 | (2,2) | 1,908 | 1,713 | 1,648 |
| 0,45 | 2,5 | 2,208 | 2,013 | 1,948 |
| 0,50 | 3,0 | 2,675 | 2,459 | 2,387 |
| 0,60 | (3,5) | 3,110 | 2,850 | 2,764 |
| 0,70 | 4 | 3,546 | 3,242 | 3,141 |
| 0,75 | (4,5) | 4,013 | 3,688 | 3,580 |
| 0,80 | 5 | 4,480 | 4,134 | 4,019 |
| 1 | 6 | 5,350 | 4,918 | 4,773 |
| 1,25 | 8 | 7,188 | 6,647 | 6,466 |
| 1,50 | 10 | 9,026 | 8,376 | 8,160 |
| 1,75 | 12 | 10,863 | 10,106 | 9,853 |
| 2 | (14) | 12,701 | 11,835 | 11,546 |
| 2 | 16 | 14,701 | 13,835 | 13,546 |
| 2,5 | (18) | 16,376 | 15,294 | 14,933 |
| 2,5 | 20 | 18,376 | 17,294 | 16,933 |
| 2,5 | (22) | 20,376 | 19,294 | 18,933 |
| 3 | 24 | 22,051 | 20,752 | 20,319 |
| 3 | (27) | 25,051 | 23,752 | 23,319 |
| 3,5 | 30 | 27,727 | 26,211 | 25,706 |
| 3,5 | (33) | 30,727 | 29,211 | 28,706 |
| 4 | 36 | 33,402 | 31,670 | 31,093 |
| 4 | (39) | 36,402 | 34,670 | 34,093 |
| 4,5 | 42 | 39,077 | 37,129 | 36,479 |
| 4,5 | (45) | 42,077 | 40,129 | 39,479 |
| 5 | 48 | 44,752 | 42,587 | 41,866 |
| 5 | (52) | 48,752 | 46,587 | 45,866 |
| 5,5 | 56 | 52,428 | 50,046 | 49,252 |
| 5,5 | (60) | 56,428 | 54,046 | 53,252 |
| 6 | 64 | 60,103 | 57,505 | 56,639 |
| 6 | (68) | 64,103 | 61,505 | 60,639 |
| С м е л к и м ш а г о м | ||||
| 0,25 | 2,0 | 1,838 | 1,729 | 1,693 |
| 2,2 | 2,038 | 1,929 | 1,893 | |
| 0,35 | 2,5 | 2,273 | 2,121 | 2,071 |
| 3 | 2,773 | 2,621 | 2,571 | |
| (3,5) | 3,273 | 3,121 | 3,071 | |
| 0,5 | 4 | 3,675 | 3,459 | 3,387 |
| (4,5) | 4,175 | 3,959 | 3,887 | |
| 5 | 4,675 | 4,459 | 4,387 | |
| 6 | 5,675 | 5,459 | 5,387 | |
| 8 | 7,675 | 7,459 | 7,387 | |
| 10 | 9,675 | 9,459 | 9,387 | |
| 12 | 11,675 | 11,459 | 11,387 | |
| (14) | 13,675 | 13,459 | 13,387 | |
| 16 | 15,675 | 15,459 | 15,387 | |
| (18) | 17,675 | 17,459 | 17,387 | |
| 20 | 19,675 | 19,459 | 19,387 | |
| (22) | 21,675 | 21,459 | 21,387 | |
| 0,75 | 6 | 5,513 | 5,188 | 5,080 |
| 8 | 7,513 | 7,188 | 7,080 | |
| 10 | 9,513 | 9,188 | 9,080 | |
| 12 | 11,513 | 11,188 | 11,080 | |
| (14) | 13,513 | 13,188 | 13,080 | |
| 16 | 15,513 | 15,188 | 15,080 | |
| (18) | 17,513 | 17,188 | 17,080 | |
| 20 | 19,513 | 19,188 | 19,080 | |
| (22) | 21,513 | 21,188 | 21,080 | |
| 24 | 23,513 | 23,188 | 23,080 | |
| (27) | 26,513 | 26,188 | 26,080 | |
| 30 | 29,513 | 29,188 | 29,080 | |
| (33) | 32,513 | 32,188 | 32,080 | |
| 1,0 | 8 | 7,350 | 6,917 | 6,773 |
| 10 | 9,350 | 8,917 | 8,773 | |
| 12 | 11,350 | 10,917 | 10,773 | |
| (14) | 13,350 | 12,917 | 12,773 | |
| 16 | 15,350 | 14,917 | 14,773 | |
| (18) | 17,350 | 16,917 | 16,773 | |
| 20 | 19,350 | 18,917 | 18,773 | |
| (22) | 21,350 | 20,917 | 20,773 | |
| 24 | 23,350 | 22,917 | 22,773 | |
| (27) | 26,350 | 25,917 | 25,773 | |
| 30 | 29,350 | 28,917 | 28,773 | |
| 36 | 35,350 | 34,917 | 34,773 | |
| (39) | 38,350 | 37,917 | 37,773 | |
| 42 | 41,350 | 40,917 | 40,773 | |
| (45) | 44,350 | 43,917 | 43,773 | |
| 48 | 47,350 | 46,917 | 46,773 | |
| (52) | 51,350 | 50,917 | 50,773 | |
| 56 | 55,350 | 54,917 | 54,773 | |
| (60) | 59,350 | 58,917 | 58,773 | |
| 64 | 63,350 | 62,917 | 62,773 | |
| (68) | 67,350 | 66,917 | 66,773 | |
| 72 | 71,350 | 70,917 | 70,773 | |
| (76) | 75,350 | 74,917 | 74,773 | |
| 80 | 79,350 | 78,917 | 78,773 | |
| 1,25 | 10 | 9,188 | 8,647 | 8,466 |
| 12 | 11,188 | 10,647 | 10,467 | |
| (14) | 13,188 | 12,647 | 12,466 | |
| 1,5 | 12 | 11,026 | 10,376 | 10,160 |
| (14) | 13,026 | 12,376 | 12,160 | |
| 16 | 15,026 | 14,376 | 14,160 | |
| (18) | 17,026 | 16,376 | 16,160 | |
| 20 | 19,026 | 18,376 | 18,160 | |
| (22) | 21,026 | 20,376 | 20,160 | |
| 24 | 23,026 | 22,376 | 22,160 | |
| (27) | 26,026 | 25,376 | 25,160 | |
| 30 | 29,026 | 28,376 | 28,160 | |
| (33) | 32,026 | 31,376 | 31,160 | |
| 36 | 35,026 | 34,376 | 34,160 | |
| (39) | 38,026 | 37,376 | 37,160 | |
| 42 | 41,026 | 40,376 | 40,160 | |
| (45) | 44,026 | 43,376 | 43,160 | |
| 48 | 47,026 | 46,376 | 46,160 | |
| (52) | 51,026 | 50,376 | 50,160 | |
| 56 | 55,026 | 54,376 | 54,160 | |
| (60) | 59,026 | 58,376 | 58,160 | |
| 64 | 63,026 | 62,376 | 62,160 | |
| (68) | 67,026 | 66,376 | 66,160 | |
| 72 | 71,026 | 70,376 | 70,160 | |
| (76) | 75,026 | 74,376 | 74,160 | |
| 80 | 79,026 | 78,376 | 78,160 | |
| (85) | 84,026 | 83,376 | 83,160 | |
| 90 | 89,026 | 88,376 | 88,160 | |
| (95) | 94,026 | 93,376 | 93,160 | |
| 100 | 99,026 | 98,376 | 98,160 | |
| 110 | 109,026 | 108,376 | 108,160 | |
| (115) | 114,026 | 113,376 | 113,160 | |
| (120) | 119,026 | 118,376 | 118,160 | |
| 125 | 124,026 | 123,376 | 123,160 | |
| (130) | 129,026 | 128,376 | 128,160 | |
| 140 | 139,026 | 138,376 | 138,160 | |
| (150) | 149,026 | 148,376 | 148,160 | |
| 2,0 | (18) | 16,701 | 15,835 | 15,546 |
| 20 | 18,701 | 17,835 | 17,546 | |
| (22) | 20,701 | 19,835 | 19,546 | |
| 24 | 22,701 | 21,835 | 21,546 | |
| (27) | 25,701 | 24,835 | 24,546 | |
| 30 | 28,701 | 27,835 | 27,546 | |
| (33) | 31,701 | 30,835 | 30,546 | |
| 36 | 33,701 | 32,835 | 32,546 | |
| (39) | 37,701 | 36,835 | 36,546 | |
| 42 | 40,701 | 39,835 | 39,546 | |
| (45) | 43,701 | 42,835 | 42,546 | |
| 48 | 46,701 | 45,835 | 45,546 | |
| (52) | 50,701 | 49,835 | 49,546 | |
| 56 | 54,701 | 53,835 | 53,546 | |
| (60) | 58,701 | 57,835 | 57,546 | |
| 64 | 62,701 | 61,835 | 61,546 | |
| (68) | 66,701 | 65,835 | 65,546 | |
| 72 | 70,701 | 69,835 | 69,546 | |
| (76) | 74,701 | 73,835 | 73,546 | |
| 80 | 78,701 | 77,835 | 77,546 | |
| (85) | 83,701 | 82,835 | 82,546 | |
| 90 | 88,701 | 87,835 | 87,546 | |
| (95) | 93,701 | 92,835 | 92,546 | |
| 100 | 98,701 | 97,835 | 97,546 | |
| (105) | 103,701 | 102,835 | 102,546 | |
| 110 | 108,701 | 107,835 | 107,546 | |
| (115) | 113,701 | 112,835 | 112,546 | |
| (120) | 118,701 | 117,835 | 117,546 | |
| 125 | 123,701 | 122,835 | 122,546 | |
| (130) | 128,701 | 127,835 | 127,546 | |
| 140 | 138,701 | 137,835 | 137,546 | |
| (150) | 148,701 | 147,835 | 147,546 | |
| 160 | 158,701 | 157,835 | 157,546 | |
| (170) | 168,701 | 167,835 | 167,546 | |
| 180 | 178,701 | 177,835 | 177,546 | |
| (190) | 188,701 | 187,835 | 187,546 | |
| 200 | 198,701 | 197,835 | 197,546 | |
| 3,0 | 30 | 28,051 | 26,752 | 26,319 |
| (33) | 31,051 | 29,752 | 29,319 | |
| 36 | 34,051 | 32,752 | 32,319 | |
| (39) | 37,051 | 35,752 | 35,319 | |
| 42 | 40,051 | 38,752 | 38,319 | |
| (45) | 43,051 | 41,752 | 41,319 | |
| 48 | 46,051 | 44,752 | 44,319 | |
| (52) | 50,051 | 48,752 | 48,319 | |
| 56 | 54,051 | 52,752 | 52,319 | |
| (60) | 58,051 | 56,752 | 56,319 | |
| 64 | 62,051 | 60,752 | 60,319 | |
| (68) | 66,051 | 64,752 | 64,319 | |
| 72 | 70,051 | 68,752 | 68,319 | |
| (76) | 74,051 | 72,752 | 72,319 | |
| 80 | 78,051 | 76,752 | 76,319 | |
| (85) | 83,051 | 81,752 | 81,319 | |
| 90 | 88,051 | 86,752 | 86,319 | |
| (95) | 93,051 | 91,752 | 91,319 | |
| 100 | 98,051 | 96,752 | 96,319 | |
| (105) | 103,051 | 101,752 | 101,319 | |
| 110 | 108,051 | 106,752 | 106,319 | |
| (115) | 113,051 | 111,752 | 111,319 | |
| (120) | 118,051 | 116,752 | 116,319 | |
| 125 | 123,051 | 121,752 | 121,319 | |
| (130) | 128,051 | 126,752 | 126,319 | |
| 140 | 138,051 | 136,752 | 136,319 | |
| (150) | 148,051 | 146,752 | 146,319 | |
| 160 | 158,051 | 156,752 | 156,319 | |
| (170) | 168,051 | 166,752 | 166,319 | |
| 180 | 178,051 | 176,752 | 176,319 | |
| (190) | 188,051 | 186,752 | 186,319 | |
| 200 | 198,051 | 196,752 | 196,319 | |
| (210) | 208,051 | 206,752 | 206,319 | |
| 220 | 218,051 | 216,752 | 216,319 | |
| (240) | 238,051 | 236,752 | 236,319 | |
| 250 | 248,051 | 246,752 | 246,319 | |
| (260) | 258,051 | 256,752 | 256,319 | |
| 280 | 278,051 | 276,752 | 276,319 | |
| (300) | 298,051 | 296,752 | 296,319 | |
| 4,0 | 42 | 39,402 | 37,670 | 37,093 |
| (45) | 42,402 | 40,670 | 40,093 | |
| 48 | 45,402 | 43,670 | 43,093 | |
| (52) | 49,402 | 47,670 | 47,093 | |
| 56 | 53,402 | 51,670 | 51,093 | |
| 60 | 57,402 | 55,670 | 55,093 | |
| 64 | 61,402 | 59,67 | 59,093 | |
| 72 | 69,402 | 67,670 | 67,093 | |
| (76) | 73,402 | 71,670 | 71,093 | |
| 80 | 77,402 | 78,670 | 75,093 | |
| (85) | 82,402 | 80,670 | 80,093 | |
| 90 | 87,402 | 85,670 | 85,093 | |
| (95) | 92,402 | 90,670 | 90,093 | |
| 100 | 97,402 | 95,670 | 95,093 | |
| (105) | 102,402 | 100,670 | 100,093 | |
| 110 | 107,402 | 105,670 | 105,093 | |
| (115) | 112,402 | 110,670 | 110,093 | |
| (120) | 117,402 | 115,670 | 115,093 | |
| 125 | 122,402 | 120,670 | 120,093 | |
| (130) | 127,402 | 125,670 | 125,093 | |
| 140 | 137,402 | 135,670 | 135,093 | |
| (150) | 147,402 | 145,670 | 145,093 | |
| 160 | 157,402 | 155,670 | 155,093 | |
| (170) | 167,402 | 165,670 | 165,093 | |
| 180 | 177,402 | 175,670 | 175,093 | |
| (190) | 187,402 | 185,670 | 185,093 | |
| 200 | 197,402 | 195,670 | 195,093 | |
| (210) | 207,402 | 205,670 | 205,093 | |
| 220 | 217,402 | 215,670 | 215,093 | |
| (240) | 237,402 | 235,670 | 235,093 | |
| (260) | 257,402 | 255,670 | 255,093 | |
| 280 | 277,402 | 275,670 | 275,093 | |
| 300 | 297,402 | 295,670 | 295,093 | |
ПОЛНАЯ ТАБЛИЦА РЕЗЬБ МЕТРИЧЕСКИХ
по ГОСТ 24705-2004
Номинальный | Шаг Р, мм | Диаметры резьбы, мм |
|||
| d 2 = D 2 | d 1 = D 1 | ||||
Примеры обозначения резьбы:
с крупным шагом:
крупный шаг в обозначении резьбы может быть опущен
наружной резьбы: M12 х 1,75 - 6g
или M12 - 6g;
внутренней резьбы: М12 - 6Н;
с мелким шагом:
наружной резьбы: M12 х 1 - 6g;
внутренней резьбы: М12 х 1 - 6Н;
левой резьбы:
наружной резьбы: M12 х 1 - LH - 6g;
внутренней резьбы: М12 х 1 - LH - 6H;
многозаходной резьбы:
наружной резьбы: M12 х Ph3,5P1,75 - 6g;
внутренней резьбы: M12 х Ph3,5P1,75 - 6H;
для большей ясности в скобках текстом может быть указано число заходов резьбы:
M12 х Ph3,5P1,75 - 6H (два захода);
M16 х Ph4,5P1,5 - 6H (три захода).
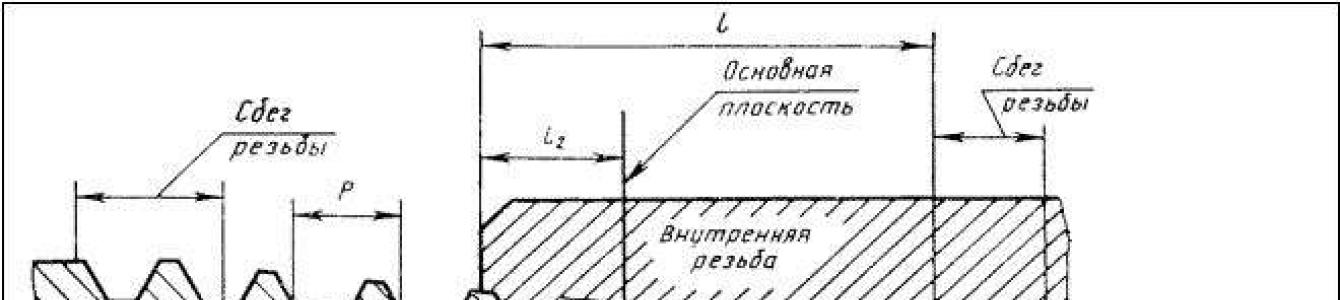
Длина свинчивания - длина участка взаимного перекрытия наружной и внутренней резьб в осевом направлении. Длины свинчивания подразделяются на три группы: короткие - S, нормальные - N и длинные - L.
Длина свинчивания N в условном обозначении резьбы не указывается. Длины свинчивания S и L допускается дополнять указанием длины свинчивания:
M12 - 6g - S
;
M12 - 6g - L
;
M12 - 6g - L - LH
;
M12 - 6g - L(30)
.
Пример обозначения резьбы с длиной свинчивания, отличающейся от нормальной:
M12 - 7g6g - 30
Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра,помещаемого на первом месте, и обозначения поля допуска диаметра выступов. Если обозначение поля допуска диаметра выступов совпадает с обозначением поля допуска среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется.
Посадка в резьбовом соединении обозначается дробью, в числителе которой указывают обозначение поля допуска внутренней резьбы, а в знаменателе - обозначение поля допуска наружной резьбы.
Например:
M12 - 6H/6g;
М12 х 1 - 6H/5g6g;
М12 х 1 - 6H/6g - LH.
Более подробно обозначение резьбы можно посмотреть в ГОСТ 9000-81 и ГОСТ 16093-2004 .
Ниже приведена таблица по замене поля допуска по ранее действовавшим стандартам.
ЗАМЕНА ДОПУСКОВ РЕЗЬБ
| Болты | ||
| Поле допуска по ГОСТ 16093-2004 |
||
| Кл.1 | ГОСТ 9253-59 | 4h |
| Кл.2 | 6g | |
| Кл.2a | 6g | |
| Кл.3 | 8g | |
| Кл.2аД | ГОСТ 10191-62 | 6g |
| Кл.3Л | 6g | |
| Гайки | ||
| Поле допуска по ранее действовавшим стандартам | Поле допуска по ГОСТ 16093-2004 |
|
| Кл.1 | ГОСТ 9253-59 | 4H 5H |
| Кл.2 | 6H | |
| Кл.2a | 6H | |
| Кл.3 | 7H | |
| Кл.3Х | ГОСТ 10191-62 | 6G |
ПОЛЯ ДОПУСКОВ по ГОСТ 16093-2004
Поля допусков установлены в трех классах точности: точный, средний и грубый:
Точный: для прецизионных резьб, когда необходимо малое колебание характера посадки;
- средний: для общего применения;
- грубый: для случаев, когда могут возникнуть производственные трудности, например, при нарезании резьбы на горячекатаных стержнях или в длинных глухих отверстиях.
| Класс точности | Длина свинчивания | |||||||||
| S | N | L | ||||||||
| поле допуска наружной резьбы | ||||||||||
| Точный | - | (3h4h) | - | - | - | (4g) | 4h | - | - | (5h4h) |
| Средний | 5g6g | (5h6h) | (6d) | 6e | 6f | 6h | (7e6e) | 7g6g | (7h6h) | |
| Грубый | - | - | - | (8e) | - | 8g | - | (9e8e) | (9g8g) | - |
По степени предпочтительности выбора поля допусков в таблицах подраздепяются следующим образом:
Поля допусков, указанные в квадратных скобках, отобраны для коммерческих крепежных изделий;
- поля допусков, набранные жирным шрифтом, предназначены для выбора в первую очередь;
- поля допусков, набранные светлым шрифтом, предназначены для выбора во вторую очередь;
- поля допусков, указанные в скобках, предназначены для выбора в третью очередь.
В обоснованных случаях допускается применять поля допусков резьбы, образованные иными сочетаниями полей допусков среднего диаметра и диаметра выступов резьбы из числа приведенных в
таблицах или полученные иными сочетаниями степеней точности и основных
отклонений, например:
4h6h; 8h; 8h6h - для наружной резьбы;
5Н; 5Н6Н - для внутренней резьбы.
Для резьб с защитными относительно тонкими покрытиями, например с гальваническими, допуски и предепьные отклонения по стандарту применяют к размерам деталей до нанесения покрытия, если не задано по-иному. После нанесения покрытия действительный профиль резьбы ни в одной из точек не должен выходить за номинальный профиль резьбы (предельный профиль максимума материала, соответствующий основному отклонению h или Н).
В посадках могут сочетаться любые поля допусков наружной и внутренней резьбы из числа рекомендуемых. Однако для обеспечения достаточной рабочей высоты профиля окончательные размеры деталей резьбового соединения должны образовывать посадки типа H/g, H/h ипи G/h. Для резьб с размерами М1,4 и менее следует выбирать посадки 5H/6h. 4H/6h или точнее.
Похожие документы:
- отверстия под нарезание резьбы
ГОСТ 3469-91 - Микроскопы. Резьба для объективов. Размеры
ГОСТ 4608-81 - Резьба метрическая. Посадки с натягом
ГОСТ 5359-77 - Резьба окулярная для оптических приборов. Профиль и размеры
ГОСТ 6042-83 - Резьба Эдисона круглая. Профили, размеры и предельные размеры
ГОСТ 6111-52 - Резьба коническая дюймовая с углом профиля 60 градусов
ГОСТ 6211-81 - Резьба трубная коническая
ГОСТ 6357-81 - Резьба трубная цилиндрическая
ГОСТ 8762-75 - Резьба круглая диаметром 40 мм для противогазов и калибры к ней. Основные размеры
ГОСТ 9000-81 - Резьба метрическая для диаметров менее 1 мм. Допуски
ГОСТ 9484-81 - Резьба трапецеидальная. Профили
ГОСТ 9562-81 - Резьба трапецеидальная однозаходная. Допуски
ГОСТ 9909-81 - Резьба коническая вентилей и баллонов для газов
ГОСТ 10177-82 - Резьба упорная. Профиль и основные размеры
ГОСТ 11708-82 - Резьба. Термины и определения
ГОСТ 11709-81 - Резьба метрическая для деталей из пластмасс
ГОСТ 13535-87 - Резьба упорная усиленная 45 градусов
ГОСТ 13536-68 - Резьба круглая для санитарно-технической арматуры. Профиль, основные размеры, допуски
ГОСТ 16093-2004 - Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 16967-81 - Резьба метрическая для приборостроения. Диаметры и шаги
ГОСТ 24737-81 - Резьба трапецеидальная однозаходная. Основные размеры
ГОСТ 24739-81 - Резьба трапецеидальная многозаходная
ГОСТ 25096-82 - Резьба упорная. Допуски
ГОСТ 25229-82 - Резьба метрическая коническая
ГОСТ 28487-90 - Резьба коническая замковая для элементов бурильных колонн. Профиль. Размеры. Допуски
Метрическая резьба – это винтовая нарезка на наружных или внутренних поверхностях изделий. Форма выступов и впадин, которые ее формируют, представляет собой равнобедренный треугольник. Метрической эту резьбу называют потому, что все ее геометрические параметры измеряются в миллиметрах. Она может наноситься на поверхности как цилиндрической, так и конической формы и использоваться для изготовления крепежных элементов различного назначения. Кроме того, в зависимости от направления подъема витков резьба метрического типа бывает правая или левая. Помимо метрической, как известно, есть и другие типы резьбы – дюймовая, питчевая и др. Отдельную категорию составляет модульная резьба, которую используют для изготовления элементов червячных передач.
Основные параметры и сферы применения
Наиболее распространенной является метрическая резьба, наносимая на наружные и внутренние поверхности цилиндрической формы. Именно она чаще всего используется при изготовлении крепежных элементов различного типа:
- анкерных и обычных болтов;
- гаек;
- шпилек;
- винтов и др.
Детали конической формы, на поверхность которых нанесена резьба метрического типа, требуются в тех случаях, когда создаваемому соединению необходимо придать высокую герметичность. Профиль метрической резьбы, нанесенной на конические поверхности, позволяет формировать плотные соединения даже без использования дополнительных уплотнительных элементов. Именно поэтому она успешно применяется при монтаже трубопроводов, по которым транспортируются различные среды, а также при изготовлении пробок для емкостей, содержащих жидкие и газообразные вещества. Следует иметь в виду, что профиль резьбы метрического типа один и тот же на цилиндрических и на конических поверхностях.

Виды резьб, относящихся к метрическому типу, выделяют по ряду параметров, к которым относятся:
- размеры (диаметр и шаг резьбы);
- направление подъема витков (левая или правая резьба);
- расположение на изделии (внутренняя или наружная резьба).
Есть и дополнительные параметры, в зависимости от которых метрические резьбы разделяются на различные виды.


Геометрические параметры
Рассмотрим геометрические параметры, которые характеризуют основные элементы резьбы метрического типа.
- Номинальный диаметр резьбы обозначается буквами D и d. При этом под буквой D понимают номинальный диаметр наружной резьбы, а под буквой d – аналогичный параметр внутренней.
- Средний диаметр резьбы в зависимости от ее наружного или внутреннего расположения обозначается буквами D2 и d2.
- Внутренний диаметр резьбы в зависимости от ее наружного или внутреннего расположения имеет обозначения D1 и d1.
- Внутренний диаметр болта используется для расчета напряжений, создаваемых в структуре такого крепежного изделия.
- Шаг резьбы характеризует расстояние между вершинами или впадинами соседних резьбовых витков. Для резьбового элемента одного и того же диаметра различают основной шаг, а также шаг резьбы с уменьшенными геометрическими параметрами. Для обозначения этой важной характеристики используют букву P.
- Ход резьбы представляет собой расстояние между вершинами или впадинами соседних витков, сформированных одной винтовой поверхностью. Ход резьбы, которая создана одной винтовой поверхностью (однозаходная), равен ее шагу. Кроме того, значение, которому соответствует ход резьбы, характеризует величину линейного перемещения резьбового элемента, совершаемого им за один оборот.
- Такой параметр, как высота треугольника, который формирует профиль резьбовых элементов, обозначается буквой H.

Таблица значений диаметров метрической резьбы (все параметры указаны в миллиметрах)
Значения диаметров метрической резьбы (мм)
Полная таблица метрических резьб согласно ГОСТ 24705-2004 (все параметры указаны в миллиметрах)
Полная таблица метрических резьб согласно ГОСТ 24705-2004
Основные параметры резьбы метрического типа оговариваются несколькими нормативными документами.ГОСТ 8724
Этот стандарт содержит требования к параметрам шага резьбы и ее диаметра. ГОСТ 8724, действующая редакция которого вступила в силу в 2004 году, является аналогом международного стандарта ISO 261-98. Требования последнего распространяются на метрические резьбы диаметром от 1 до 300 мм. По сравнению с этим документом, ГОСТ 8724 действует для более широкого диапазона диаметров (0,25–600 мм). В настоящий момент актуальна редакция ГОСТа 8724 2002, вступившего в действие в 2004 году вместо ГОСТа 8724 81. Следует иметь в виду, что ГОСТ 8724 регламентирует отдельные параметры метрической резьбы, требования к которой оговаривают и другие стандарты резьб. Удобство использования ГОСТа 8724 2002 (как и других подобных документов) состоит в том, что вся информация в нем содержится в таблицах, в которые включены метрические резьбы с диаметрами, находящимися в вышеуказанном интервале. Требованиям данного стандарта должна соответствовать как левая, так и правая резьба метрического типа.
ГОСТ 24705 2004Данный стандарт оговаривает, какие должна иметь резьба метрическая основные размеры. ГОСТ 24705 2004 распространяется на все резьбы, требования к которым регламентируются ГОСТом 8724 2002, а также ГОСТом 9150 2002.
ГОСТ 9150Это нормативный документ, в котором оговорены требования к профилю метрической резьбы. ГОСТ 9150, в частности, содержит данные о том, каким геометрическим параметрам должен соответствовать основной резьбовой профиль различных типоразмеров. Требования ГОСТа 9150, разработанного в 2002 году, как и двух предыдущих стандартов, распространяются на метрические резьбы, витки которых поднимаются слева вверх (правого типа), и на те, винтовая линия которых поднимается влево (левого типа). Положения данного нормативного документа тесно перекликаются с требованиями, которые приводит ГОСТ 16093 (а также ГОСТы 24705 и 8724).
ГОСТ 16093Данный стандарт оговаривает требования к допускам на метрическую резьбу. Кроме того, ГОСТ 16093 предписывает, как должно осуществляться обозначение резьбы метрического типа. ГОСТ 16093 в последней редакции, которая вступила в действие в 2005 году, включает в себя положения международных стандартов ISO 965-1 и ISO 965-3. Под требования такого нормативного документа, как ГОСТ 16093, подпадает как левая, так и правая резьба.
Стандартизируемым параметрам, указанным в таблицах резьб метрического типа, должны соответствовать размеры резьбы на чертеже будущего изделия. Выбор инструмента, при помощи которого будет выполняться ее нарезка, должен быть обусловлен данными параметрами.
Правила обозначения
Для обозначения поля допуска отдельного диаметра метрической резьбы используется сочетание цифры, которая указывает на класс точности резьбы, и буквы, определяющей основное отклонение. Поле допуска резьбы также должно обозначаться двумя буквенно-цифровыми элементами: на первом месте – поле допуска d2 (средний диаметр), на втором – поле допуска d (наружный диаметр). В том случае, если поля допусков наружного и среднего диаметров совпадают, то в обозначении они не повторяются.

По правилам первым проставляется обозначение резьбы, затем следует обозначение поля допуска. Следует иметь в виду, что шаг резьбы в маркировке не обозначается. Узнать данный параметр можно из специальных таблиц.
В обозначении резьбы также указывается, к какой группе по длине свинчивания она относится. Всего существует три таких группы:
- N – нормальная, которая не указывается в обозначении;
- S – короткая;
- L – длинная.
Буквы S и L, если они необходимы, идут за обозначением поля допуска и отделяются от него длинной горизонтальной чертой.

Обязательно указывается и такой важный параметр, как посадка резьбового соединения. Это дробь, формируемая следующим образом: в числителе проставляется обозначение внутренней резьбы, относящееся к полю ее допуска, а в знаменателе – обозначение поля допуска на резьбу наружного типа.

Поля допусков
Поля допусков на метрический резьбовой элемент могут относиться к одному из трех типов:
- точные (с такими полями допуска выполняется резьба, к точности которой предъявляются высокие требования);
- средние (группа полей допуска для резьбы общего назначения);
- грубые (с такими полями допуска выполняют резьбонарезание на горячекатаных прутках и в глубоких глухих отверстиях).

Позволяющих производить сборочно-разборочные работы без повреждения целостности конструкций, машин и механизмов. Основой такого соединения служит нанесенная на две или больше поверхностей тел вращения резьба, которая, в основном, подразделяется в зависимости от описанных ниже показателей. Классификация резьб представлена в таблице ниже.
Резьба метрическая
Винтовая нарезка на или в материале, имеющая профиль зуба в виде равнобедренного треугольника, - это метрическая резьба, размеры ее измеряются в миллиметрах. По форме поверхности нанесения эта резьба является цилиндрической, но может быть и конической.

Последняя наиболее популярна в использовании, особенно для следующих средств крепежа:
- болты;
- анкеры;
- винты;
- метизы;
- шпильки;
- гайки и прочее.

Винтовая нарезка, нанесенная на основу конической формы, называется метрической конической резьбой. Она применяется в местах, требующих быстрого стопорения соединений, без дополнительной герметизации и с прекращением подтекания простым подтягиванием по оси. Используется при устройстве пробок и соединений трубопроводов:
- масляных;
- нефтяных;
- газовых;
- водяных;
- воздушных.
Немаловажно знать, что коническая и цилиндрическая резьбы имеют одинаковый профиль, что позволяет свинчивать их между собой. Метрические резьбы классифицируются по размерам, направлению вращения, шагу и дополнительным параметрам, которые отражаются в маркировке.
Размеры метрических резьб
Разброс величин диаметров этой резьбы в промышленности имеет диапазон от 0,25 до 600 мм, причем при диаметре более 68 мм резьба будет только мелкой, тогда как до этой величины ― варьируется. Резьба с крупным шагом применяется в соединениях, находящихся под большой и ударной нагрузкой. Также интересно то, что у крупной резьбы шаг всегда фиксирован по отношению к диаметру, в отличии от мелкого, который может меняться, что отдельно и дополнительно указывается при маркировке.

Например, если в технических документах или чертежах в местах соединения деталей встречается «М16», это значит, что под буквой М понимается метрическая резьба. Размеры внешнего диаметра витков ― 16 мм, и крупный шаг стандартной резьбы ― 2 мм, согласно сведениям, указанным в таблице (резьба второго ряда указана в скобках). Итак, основные размеры (ГОСТ 24705-2004).

Резьбы мелкого шага
В маркировке мелкий шаг указывается после диаметра. Это выглядит так: «М16×0,5», где, как уже известно, М ― метрическая резьба. Размеры внешнего диаметра равны 16 мм, с величиной шага ― 0,5 мм. Интересно, что после диаметра в 2 мм разница между резьбовым шагом становится существенно заметной, приводя к разделению. Причем изделия равного диаметра имеют несколько видов шага мелкой резьбы, как у рассмотренного в 16 мм:
- 1,5 мм;
- 1,0 мм;
- 0,75 мм;
- 0,5 мм.
В качестве примера приводится часть таблицы, позволяющая понять и наглядно оценить диапазон мелких резьб, без учета крупного шага, рассмотренных ранее.
Резьба метрическая: основные размеры (ГОСТ 24705-2004)

Указываемые параметры
В многозаходных резьбах шаг указан отдельно (в скобках), а на его месте указывается количество заходов. Вот как этот и другие дополнительными параметры указываются при маркировке:
- (P1) — где P - это шаг в 1 мм, а витков - 3 (пример: M42×3(P1));
- LH — левая резьба (пример: M40×2LH);
- МК — метрическая резьба коническая (пример: МК24х1,5);
- EG-M или GM,где G обозначает резьбу на цилиндрической основе проволочной вставки или фитинга (пример: EPL 6-GM5);
- g,h,H — поле допусков, составляет допуск среднего диаметра в сочетании с диаметром выступа (пример: М12-6g), а при разных допусках внутреннего и внешнего диаметров в маркировке обозначаются оба допуска (пример: М12-6g/8H).

Диаметры резьбы
Есть показатели, указываемые в сводных таблицах, которые важно учитывать в случаях, когда рассматривается метрическая резьба — размерыдиаметров:
- внешний (D и d);
- внутренний (D 1 и d 1);
- средний (D 2 и d 2);
- внутренний по дну впадины (d 3).
При широком применении в резьбовом соединении скользящей посадки большую важность приобрел средний диаметр, причем в случаях равенства значений, наибольшего d 2 болта и наименьшего D 2 гайки.
Большими буквами D обозначаются показатели диаметров внутренних резьб, а нанесенных на внешнюю поверхность деталей обозначаются маленькими буквами — d. Цифры указывают на местоположение. Степень точности полей допуска классифицируется буквенными символами: Е, F, G, H, d, е, f, g, h, и, как в диаметрах, на расположение указывает величина буквы.
Соотношение метрических и дюймовых резьб
В отличии от европейских и близких к ним стран, где после правления Наполеона получила распространение метрическая система, в странах бывших колоний Британии и ее сателлитах все измерения происходят в имперской системе. В этой системе измерение резьб и их соединений производятся в дюймах.
Винтовая нарезка, имеющая профиль зуба в виде равнобедренного треугольника, с величиной угла вершины в 55 град. (в UTS-стандарте для США и Канады — 60 град.), называется дюймовой резьбой, ее размеры задаются в дюймах, а шаг — в количестве витков на один дюйм (1"= 24,5 мм). Такие крепежные резьбы изготавливаются в диапазоне от 3/16", при обозначении указывается только наружный диаметр.

Размеры дюймовых и метрических резьбзамеряются штангенциркулем, и если в случае метрической резьбы этого будет достаточно, то в дюймовой после измерения пользуются специальной таблицей. При измерении резьб используют специальные шаблоны, но есть и народный способ измерения шага: если, обернув листом бумаги резьбу, несколько раз прокрутить изделие, на бумаге отпечатается след, позволяющий сделать замер линейкой. При использовании в качестве бумаги тетрадного листа в клеточку необходимость в линейке отпадает — достаточно посчитать количество отметок в 2 клеточках (1 см) и разделить на 10.

Размеры отверстий
Получение резьб происходит благодаря:
- холодному накатыванию роликами и головками;
- гребенками или фрезами;
- нарезанию плашками или метчиками;
- точному литью;
- абразивной или электроэрозионной обработке.

Для нарезания внешних резьб заготовке придают цилиндрическую форму и снимают фаску, а под внутреннюю сверлят немного меньшее, чем необходимая резьба метрическая (размеры) отверстие, но большее, чем ее внутренний диаметр. Ведь, определяя размеры отверстий под метрическую резьбу, необходимо учитывать, что при нарезке насечки внутри происходит частичное выдавливание материала, впоследствии участвующего в образовании резьбового профиля. Немаловажно считаться и со свойствами материала, в котором производится сверление, уменьшая размер сверла на 0,1 мм.
Размеры гаек с метрической резьбой
Гайка — одна из составных частей крепежных элементов, имеющая внутреннюю резьбу. Они разнятся по высоте относительно диаметра и прочности, по назначению и конфигурации. Самое широкое применение имеют гайки под ключ или шестигранные, вот их перечень с указанием ГОСТов:
- ГОСТ 5915-70 — средних размеров;
- ГОСТ 15523-70 — высокая;
- ГОСТ 22354-77 — повышенной прочности;
- ГОСТ 5916-70 — низкая гайка с углублением;
- ГОСТ 10605-94 — под диаметр резьбы более 48 мм.

Существует немало гаек и специального назначения, вот примеры некоторых и их ГОСТы:
- колпачкового типа (шестигранная) — ГОСТ 11860-85;
- для ручного завинчивания (гайки-барашки) — ГОСТ 3032-74 ;
- прорезные корончатые — ГОСТ 5919-73;
- округлые со шлицем — ГОСТ 11871-88, ГОСТ 10657-80;
- круглая, с торцевыми, радиальными отверстиями — ГОСТ 6393-73;
- для такелажных работ (рым-гайки) — ГОСТ 22355 582).
Самым важным параметром соединений с помощью резьбы является соответствие гаек и резьбы. Значения более востребованных резьб с крупным шагом указаны в таблице ниже, где S — размер под ключ, e — ширина гайки, а m — ее высота.
Таблица соответствия резьб и гаек (ГОСТ 5915-70 и ГОСТ 10605-94)

Стандарты
Основные резьбовые размеры подчиняются ГОСТу 24705-2004, который модифицирует стандарт — ИСО 724:1993 (международная классификация). Данный ГОСТ с 1 июля 2005 г. является государственным стандартом РФ и учитывает интересы экономики еще 12 стран, ранее входящих в состав СССР, которые за него проголосовали. Под его действие подпадают размеры метрических резьб ГОСТ 9150 широкого назначения, а также диаметры и шаги ГОСТа 8724.
По нормам взаимозаменяемости настоящий ГОСТ ссылается на нижеперечисленные международные и национальные системы стандартов:
- ГОСТ 8724—2002 (ISO 261—1998);
- ГОСТ 9150—2002 (ISO 68-1:1998);
- ГОСТ 11708—82;
- ГОСТ 16093—2004(ISO 965-1:1998 и ISO 965-3:1998).
Этот ГОСТ закрепляет все основные размеры, возможные допуски, терминологию и формулы вычисления диаметров:
- D 2 = D - 2 x 3/8 H = D - 0,6495 P;
- d 2 = d - 2 x 3/8 H = d - 0,6495 P;
- D 1 = D - 2 x 5/8 H = D - 1,0825 P;
- d 1 = d - 2 x 5/8 H = d - 1,0825 P;
- d 3 = d - 2 17/24 H= d - 1,2267 P.
Трудно представить себе современную жизнь без машин и механизмов, еще труднее представить технику без разъемных соединений, которые обеспечивает резьба. Эффективность, относительная простота изготовления и комфортное использование обеспечили резьбовым соединениям почетное место в мировой истории.
Трудовые отношения

Должностная инструкция главного инженера, должностные обязанности главного инженера, образец должностной инструкции главного инженера Должностная инструкция главного инженера рэс
Открытие бизнеса

Где можно и где нельзя работать после туберкулеза Где можно работать после
Форекс




