Современное машиностроение выдвигает все более жесткие требования к качеству изготовляемых деталей. Данную технологическую задачу возможно выполнить исключительно путем повышения требований к точности металлообрабатывающих станков с их постоянным контролем. Эти тезисы относятся в полной мере к современным сверлильным станкам. Поддержание заданной точности оборудования позволяет обеспечить высокий уровень качества обработки деталей (в данном случае сверлением), увеличить технологические возможности, облегчить условия работы, снизить себестоимость готовой продукции и качественно изменить показатели производительности труда на предприятии в сторону их значительного увеличения.
Виды и принципы работы сверлильных станков
Основной задачей для модернизации машиностроительного оборудования всегда являлась многофункциональность. Современные сверлильные станки по металлу при оснащении их дополнительным оборудованием и инструментами могут справиться не только со сверлением и рассверливанием отверстий. Спектр производимых ими операций достаточно широк. Он представляет собой: зенкерование, зенкование, развертывание, нарезание резьбы (метчиком), растачивание отверстий (резцом), выглаживание (роликовыми или шариковыми оправками).
При выборе того или иного вида сверлильного станка главным из параметров считается размер отверстий (максимального условного диаметра). К весомым относятся технологические показатели перемещения шпинделя (его вылета, максимального хода), а также скорость работы станка.
Все они подразделяются на следующие виды по направлению самого сверления:
- горизонтально-сверлильный – служит для получения отверстий разной глубины (возможно пятикратное и более превышение диаметра) при сверлении в горизонтальном положении;
- радиально-сверлильный – принцип его работы заключается в совмещении осей шпинделя с заготовкой, при этом шпиндель перемещается на траверсе в радиальном направлении по отношению к заготовке, которая при этом закрепляется неподвижно;
- вертикально-сверлильный – принцип функционирования здесь заключается во вращении самого шпинделя с жестко зафиксированным в нем инструментом (сама подача осуществляется в вертикальном направлении). Заготовка располагается на рабочем столе, а совмещение осей вращения шпинделя и заготовки осуществляется за счет ее перемещения.
Общие показатели, которые характеризуют собой точность станков, регламентируются ГОСТ 8-82. Именно по этому ГОСТ анализируется следующий ряд показателей:
- база (на которой устанавливается рабочий инструмент и заготовка);
- траектория перемещения рабочего органа, которая подает заготовку к самому режущему инструменту;
- расположение осей вращения и направление перемещений рабочих органов, которые непосредственно осуществляют подачу заготовки и инструмента;
- установочные и двигательные перемещения рабочих органов;
- координатные перемещения (другой термин — позиционирование) этих органов, подающих обрабатываемую заготовку к режущему инструменту (сверлу).
Скачать ГОСТ 8-82
Особенности процесса сверления и проверки точности сверлильного оборудования
Особенности геометрии инструмента резания (в данном случае сверла), а также более сложные условия работы выделяют процесс резания при сверлении среди аналогичных процессов обработки металлов резанием, таких как фрезерование, точение или строгание. Особенностью здесь служит тот факт, что само сверло не однолезвийное (по сравнению с резцом). Данный режущий инструмент — многолезвийный, в процессе его работы участвуют два главных лезвия, два лезвия вспомогательных (располагаются на направляющих ленточках самого сверла) и лезвие перемычки.








Технологические особенности процесса сверления требуют специфической проверки точности сверлильного станка. Эту процедуру регламентирует ГОСТ 370-93 и включает в себя исследование точности с учетом следующих нюансов:
- общие требования – по ГОСТ 8-82;
- геометрические параметры — по ГОСТ 22267-76 регламентируются способы и схемы измерений;
- устанавливают подвижные органы в среднее положение и закрепляют их;
- изучают радиальное биение поверхности центрирующего отверстия;
- измеряют радиальное биение самого конуса шпинделя. Здесь рассматриваются такие виды биения:
- внутреннее биение;
- наружное биение;
- изучают осевое биение самого шпинделя;
- исследуют торцевое биение рабочей поверхности поворотного стола;
- проводят исследование перпендикулярности рабочей поверхности стола относительно оси вращения шпинделя;
- проверяют перпендикулярность траектории перемещения самого шпинделя к поверхности стола;
- для накладных столов проводят проверку вне стола.
Скачать ГОСТ 22267-76
Скачать ГОСТ 370-93
Следует обратить внимание на тот факт, что, по взаимному согласию с изготовителем, потребитель имеет право выбирать только те виды проверок функционирования (соответствие ГОСТ показателей биения и перпендикулярности), которые интересуют его в большей степени и соответствуют его технологическим требованиям. Этот момент в обязательном порядке фиксируется документально при оформлении заказа на изготовление станка.
Исследование соответствия нормам точности ГОСТ производится для всех вновь выпускаемых станков на заводе-изготовителе.
Проверка сверлильных станков после проведения ремонта
Абсолютно ясно, что те станки, которые прошли капитальный или текущий ремонт, должны быть в обязательном порядке подвергнуты проверке на их соответствие нормам точности согласно ГОСТ.
Так, после окончания проведения ремонта, станки проходят в первую очередь внешний осмотр, затем проверяются на точность и жесткость. Окончательным является этап проведения испытания работы, как на холостом ходу, так и под рабочей нагрузкой.
Эти мероприятия проводят в ремонтно-механическом цеху на специализированных стендах в несколько этапов:
- Внешний осмотр;
- Испытание в ненагруженном режиме (на холостом ходу) – здесь механизмы главного движения проверяются последовательно на всех значениях оборотов шпинделя (контролируя биение). Станок работает на верхних граничных показателях скорости от полутора до двух часов, до момента, когда для всех элементов установится рабочая температура.
Теперь изучается температурный режим, который должен соответствовать следующим основным показателям:
- подшипники: ˂ 70°С (скольжения)
- ˂ 80°С (качения);
- масло: ˂ 60°С;
- механизмы подач: ˂ 50°С.
Далее внимательно изучают системы охлаждения и смазки. На протяжении всего периода проведения испытания характер функционирования станка должен быть плавным, не иметь толчков, биения, шума и вибрации. В этом отношении работа считается удовлетворительной в случае, если шум, производимый в ненагруженном состоянии (при холостом ходе), практически не различим на удалении более пяти метров от источника шума.
При проведении комплексной проверки сверлильного станка изучают также его паспортные данные, предоставленные заводом –изготовителем. Диапазон допустимых отклонений полученных результатов от паспортных значений составляет 5%.
Испытание под нагрузкой – этот этап дает возможность определить как качество его работы, так и технологическую мощность. Данное исследование целесообразно проводить в таких условиях, которые были бы максимально приближены к производственным (допускают даже кратковременные перегрузки до 25% от мощности номинальной).
Под такой нагрузкой проверка станка продолжается некоторое время, но не менее, чем 0,5 часа.
Испытание на точность и жесткость – выполняется контрольным мастером с обязательным присутствием на испытаниях сотрудников ремонтно-механического цеха, которые непосредственно производили ремонт. Этот контроль включает в себя исследование геометрической точности и жесткости (согласно ГОСТ) самого станка, а также образцов деталей, которые на нем обработаны.
В случае, когда процесс испытания сверлильного станка после капитального или текущего ремонта выявил недочеты и дефекты, то их перечень заносят в специальную технологическую ведомость дефектов с последующей передачей бригаде ремонтников для устранения неполадок.
После завершения всех видов проверок станок нужно обезжирить, тщательным образом прогрунтовать и покрасить. Затем он передается для дальнейшей эксплуатации в цех. При этом обязательно необходимо составить соответствующий акт.
Описанные выше столь скрупулезные методы проверок сверлильных станков необходимы для обеспечения их бесперебойной и качественной, согласно всем требованиям ГОСТ, работы на протяжении всего срока службы.

Машиностроение. ГОСТ 30064-93 - Концы шпинделей сверлильных, расточных и фрезерных станков. Размеры. Технические требования. ОКС: Машиностроение, Металлорежущие станки. ГОСТы. Концы шпинделей сверлильных, расточных и фрезерных.... class=text>
ГОСТ 30064-93
Концы шпинделей сверлильных, расточных и фрезерных станков. Размеры. Технические требования
ГОСТ 30064-93
Группа Г81
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
КОНЦЫ ШПИНДЕЛЕЙ СВЕРЛИЛЬНЫХ, РАСТОЧНЫХ И ФРЕЗЕРНЫХ СТАНКОВ
Размеры. Технические требования
Spindle noses of drilling, boring and milling machines. Dimensions. Technical requirements
Дата введения 1995-01-01
Предисловие
1 РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственного Совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации 21 октября 1993 г.
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Республика Беларусь | Белстандарт |
Республика Кыргызстан | Кыргызстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикстандарт |
Туркменистан | Туркменглавгосинспекция |
Украина | Госстандарт Украины |
3 Стандарт соответствует международному стандарту ИСО 297-88* в части размеров концов шпинделей с конусом 7:24 и размеров шпонок, используемых в их конструкциях
_______________
* Доступ к международным и зарубежным документам, упомянутым здесь, можно получить перейдя по ссылке на сайт http://shop.cntd.ru.- Примечание изготовителя базы данных.
4 ВВЕДЕН ВЗАМЕН ГОСТ 24644-81 в части концов шпинделей
ИНФОРМАЦИОННЫЕ ДАННЫЕ
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Номер пункта |
|
ГОСТ 8-82 | |
ГОСТ 1759.0-87 | |
ГОСТ 1759.4-87 | |
ГОСТ 2848-75 | |
ГОСТ 3128-70 | |
ГОСТ 9953-82 | |
ГОСТ 11738-84 | |
ГОСТ 15945-82 | |
ГОСТ 19860-93 | |
ГОСТ 25557-82 |
1. Настоящий стандарт распространяется на концы шпинделей всех типов универсальных сверлильных, расточных и фрезерных станков с коническими посадочными поверхностями.
Требования стандарта являются обязательными, за исключением пп.2-8, примечания к табл.3, примечания к табл.4.
Концы шпинделей специальных исполнений выбираются по согласованию изготовителя с потребителем.
2. Концы шпинделей сверлильных, расточных и фрезерных станков должны изготавливаться:
С конусами Морзе и метрическими исполнений*:
_______________
* Текст документа соответствует оригиналу. Следует читать: "исполнениями". - Примечание изготовителя базы данных.
1 - для установки хвостовика инструмента с лапкой.
2 - для установки хвостовика инструмента с резьбовым отверстием.
3 - для установки хвостовика инструмента с резьбовым отверстием при помощи торцовой шпонки.
С конусностью 7:24 исполнений:
4 - с конусом от 30 до 70;
5 - с конусом от 30 до 50;
6 - с конусом от 30 до 60;
7 - с конусом 60;
8 - с конусом от 65 до 80.
С наружным укороченным конусом Морзе В10, В12, В18.
3. Основные размеры концов шпинделей исполнений 1 и 2 должны соответствовать указанным на черт.1 и в табл.1, исполнения 3 - на черт.2 и в табл.2, исполнений 4-8 - на черт.3 и в табл.3.
Основные размеры концов шпинделей с наружным укороченным конусом Морзе В10, В12, В18 - по ГОСТ 9953.
4. Размеры, заключенные в скобки, - для станков, спроектированных до 01.01.94.
Черт.1. Основные размеры концов шпинделей исполнений 1 и 2
Черт.1
Таблица 1
Размеры, мм
Не менее | |||||||
пред. откл. | |||||||
Метрический | |||||||
Примечания:
1. Размеры , , , , , , - по ГОСТ 25557.
2. Размер - по ГОСТ 2848.
3. Форма и размеры отверстия для станков с механизированным креплением инструмента не регламентируются.
Черт.2. Основные размеры концов шпинделей исполнений 3
Черт.2
Таблица 2
Размеры, мм
Обозначение конуса конца шпинделя | Не менее | Не менее | Не менее | (поле допуска Н5) |
||
Метрический | ||||||
Черт.3. Основные размеры концов шпинделей исполнений 4-8
________________
* Для станков с ручной сменой инструмента допускается принимать предельное отклонение положения основной плоскости относительно ее теоретического положения равным ±0,4 мм.
1
- шпонка; 2
- винт по ГОСТ 11738; 3
- штифт по ГОСТ 3128
Черт.3
Таблица 3
Размеры, мм
Ис- | Размеры | 3начения размеров для конуса конца шпинделя |
|||||||||||
3-й ряд (поле допуска h5) | |||||||||||||
(поле допуска Js12) | |||||||||||||
М16 | |||||||||||||
Не менее | |||||||||||||
(поле допуска Н12) | |||||||||||||
М24 | М30 | ||||||||||||
Не менее | |||||||||||||
Не менее | |||||||||||||
Не менее | |||||||||||||
Не менее | |||||||||||||
Не более | |||||||||||||
/2, не менее | |||||||||||||
Паз | |||||||||||||
Шпонка (поз.1) (поле допуска h5) | |||||||||||||
Не более | |||||||||||||
(пред. откл. ±0,2) | |||||||||||||
106 | |||||||||||||
Винт (поз.2) по ГОСТ 11738 | М6-616.56.05 | М8-620.56.05 | М10-630.56.05; М12-625.56.05 | М16-635.56.05 | М16-645.56.05 (М12-645.56.05) | М20-655.56.05 | М20-665.56.05 (М20-660.56.05) |
||||||
М6-625.56.05 | М8-625.56.05 | М10-635.56.05; М12-630.56.05 | |||||||||||
Примечания:
1. 1-й ряд размера - для концов шпинделей со шпонками (поз.1), выполненными зацело со шпинделем, или с привертными шпонками, имеющими максимальную длину, уменьшенную по сравнению с указанной в табл.4 и определяемую размером .
2-й ряд размера - для концов шпинделей с привертными шпонками, размеры которых соответствуют указанным в табл.4.
3-й ряд размера - для концов шпинделей с привертными шпонками и возможностью закрепления инструмента с базированием по наружному диаметру шпинделя.
2. Для станков с автоматической сменой инструмента размеры , и , а также резьбовые отверстия не регламентируются.
3. Допускается увеличение длины винта и размера до значений, определяемых расчетом.
4. Для концов шпинделей с размерами по 1-му ряду значения размеров и не регламентируются.
5. Допускается изготовление концов шпинделей исполнения 5 без стопорных штифтов (поз.3) и с резьбовыми отверстиями в торце шпинделя.
7. Допускается применение винтов (поз.2) по ГОСТ 11738 с механическими свойствами, соответствующими классу прочности 6.8 по ГОСТ 1759.4, с покрытием 06 по ГОСТ 1759.0.
8. Допускается исполнять концы шпинделей станков с ручной сменой инструмента с резьбой по наружной поверхности для крепления инструмента.
Пример условного обозначения конца шпинделя исполнения 1 с конусом Морзе 1:
Конец шпинделя 1-1
К ГОСТ 30064-93
То же, исполнение 1 с метрическим конусом 80:
Конец шпинделя 1-80М ГОСТ 30064-93
То же, исполнение 5 с конусом 30:
Конец шпинделя 5-30
ГОСТ 30064-93
5. Шпонки (поз.1), используемые в конструкциях концов шпинделей исполнений 4-8, должны изготавливаться следующих исполнений:
1 - для концов шпинделей исполнений 4 и 6;
2 - для концов шпинделей исполнения 5;
3 - для концов шпинделей исполнений 7 и 8.
Конструкция и размеры шпонок должны соответствовать указанным на черт.4 и в табл.4.
Черт.4. Конструкция и размеры шпонок
Черт.4
Таблица 4
Размеры, мм
Обозна- | (поле допуска h5) | Не более | (пред. откл. ±0,1) | Не бо- |
||||||||||||
Испол- | Испол- | Испол- | Испол- | Испол- | Испол- | |||||||||||
не более | пред. откл. | |||||||||||||||
8,4 | 13,4 | |||||||||||||||
2,0 |
||||||||||||||||
16,0 | ||||||||||||||||
Примечания:
2. В технически обоснованных случаях допускается увеличивать размер в пределах габарита, определяемого значениями по табл.3.
Пример условного обозначения шпонки исполнения 1 для конца шпинделя с конусом 30:
Шпонка 1-30 ГОСТ 30064-93
6. Неуказанные предельные отклонения размеров: отверстий - по H14, валов - по h14, прочих - .
7. Степень точности изготовления конусов шпинделей должна соответствовать указанной в табл.5.
Таблица 5
Класс точности станка по ГОСТ 8 | Степень точности конуса шпинделя |
||
Конус шпинделя по ГОСТ 9953 | Конус шпинделя по ГОСТ 25557 | Конус Шпинделя по ГОСТ 15945 |
|
________________
* Степень точности для угла и прямолинейности образующей конуса.
** Степень точности для круглости конуса.
*** Отклонение угла конуса от номинального размера располагать в "минус".
8. Допуски угла и формы конуса шпинделя по ГОСТ 9953, а также конуса шпинделя по ГОСТ 25557 должны соответствовать ГОСТ 2848. Допуски угла и формы конуса шпинделя по ГОСТ 15945 должны соответствовать ГОСТ 19860.
9. Поверхностная твердость концов шпинделей с конусами 30 и 40 и конусами Морзе 0...4 не должна быть ниже 55 HRC, для остальных концов шпинделей 58...64 HRC (кроме резьбы).
10. Твердость шпонок - 30...40 HRC.
Сверлильные станки в основном имеют инструментальные шпиндели с базовыми поверхностями в виде конуса Морзе по ГОСТ 25557 под хвостовик с лапкой (схема «G» рис. 23). Размер (номер) конуса зависит от габарита станка. В шпинделе (в верхней части внутреннего конуса Морзе) имеется овальное поперечное сквозное отверстие, стенки которого выполняют роль шпоночного (торцового) паза для «лапки» хвостовика сверла. Лапка передает крутящий момент в начале врезания сверла в первую обрабатываемую заготовку (до возникновения осевого усилия резания и расклинивающего усилия в конической поверхности хвостовика, достаточного для создания момента трения, превышающего момент резания). Учитывая эту конструктивную особенность сверлильных конусов Морзе с лапками, можно на практике установить качество базовых поверхностей сверла и шпинделя. Если у некоторых сверл (эпизодически) наблюдаются заметные следы смятия (скручивания) лапки, то это может свидетельствовать о некачественном конусе хвостовика сверла. Если это же явление проявляется постоянно, то некачественным является конус шпинделя станка (погрешность изготовления или износ).
Верхнее овальное поперечное отверстие во внутреннем конусе Морзе имеет значительно большую длину, чем сопрягаемая с ним лапка. Это предусмотрено для вхождения между стенкой отверстия и торцом лапки плоского клина для выпрессовки инструмента (по пословице «клин клином вышибают»).
Как показано на схеме рис. 24, при сверлении на инструмент в осевом направлении действуют составляющая силы резания Р Х и сила тяжестиmg , а на хвостовик – результирующая силаF =Р Х – mg . Конус Морзе – это клин с конусностью приблизительно 1:20 (с углом при вершине 22 о 50` ).
Рис. 24. Схема расчета условия передачи крутящего момента резания силами трения по конусу Морзе: 1 – клин для выпрессовки сверла; 2 – шпиндель; 3 – сверло; - угол трения
Нормальная сила давления между хвостовиком и базовой поверхностью шпинделя составляет (с учетом, что при малых значениях углов 2sin2tg21/20)
т.е. цифра конусности соответствует коэффициенту усиления клина.
Сила трения T N = Nf , гдеf = tg =0,15…0,18 – коэффициент трения стали по стали, то естьT N =3 (Р Х – mg ), а момент тренияМ ТР = T N D .
Согласно соотношение между осевой составляющей силы резанияР Х и моментом резанияМ при сверлении спиральным сверлом диаметромd
 ,
,
то есть М=(0,3…0,4) d Р Х .
Условие
обеспечения передачи крутящего момента
за счет силы трения в конусе Морзе
 :
:
Если
пренебречь влиянием силы тяжести mg
,
то получим .
Это условие выполняется всегда, так как
по стандарту на сверла с коническим
хвостовиком
.
Это условие выполняется всегда, так как
по стандарту на сверла с коническим
хвостовиком .
.
В тяжелых и некоторых средних сверлильных станках, например радиально-сверлильных, шпиндель имеет модифицированные базы в виде конуса Морзе с двумя поперечными овальными отверстиями - верхним и нижним (рис. 25).

Рис. 25. Шпиндель тяжелого радиально-сверлильного станка с клиновым креплением инструментальных оправок: 1 - нижнее овальное отверстие шпинделя, 2 - клин крепления оправки, 3 - овальное отверстие оправки, 4 - оправка инструментальная
Нижнее овальное отверстие предназначено для установки клина крепления различных патронов, оправок или втулок с инструментами, имеющих значительную суммарную массу. Клиновое крепление предотвращает самопроизвольное выпадение тяжелой инструментальной оснастки под действием вибраций, особенно после ее начальной установки.
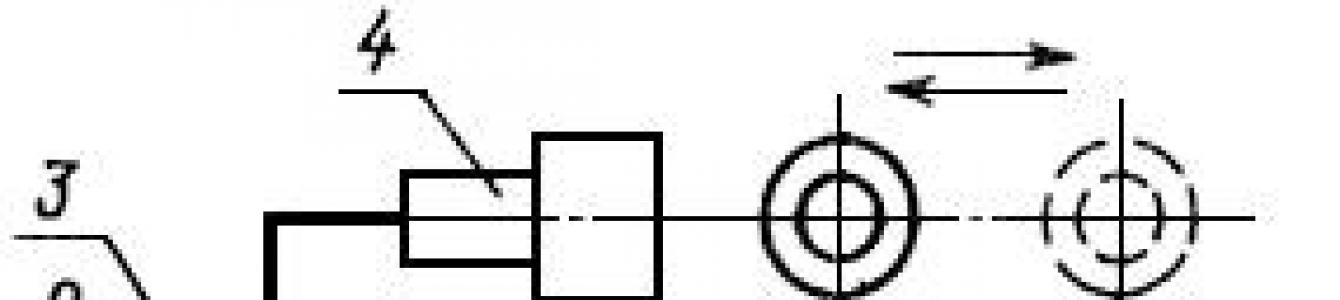
Малогабаритные (настольные) сверлильные станки типа 2А106 могут иметь шпиндель с наружным самотормозящимся укороченным конусом Морзе по ГОСТ 9953 (базы по схеме «Н») для установки стандартного кулачкового сверлильного патрона , как это показано на рис. 26 (аналогично установлен сверлильный патрон на некоторых электродрелях). Для установки такого сверлильного патрона в шпиндель вертикально-сверлильного станка с нормальным конусом Морзе используется переходный хвостовик.

Рис. 26. Схема установки стандартного сверлильного патрона на шпинделе настольно-сверлильного (а) и в шпинделе вертикально-сверлильного (б) станков: 1, 5 –шпиндели; 2 – патрон; 3 – ключ привода зажима; 4 – сверло; 6 – переходный хвостовик
По специальному заказу универсальные сверлильные станки могут поставляться со шпинделем, имеющим базы по ГОСТ 13876 (тип «К» рис. 23), которые широко используются в сверлильных силовых головках агрегатных станков-полуавтоматов. В агрегатных станках с многоинструментальными наладками такая схема базирования – по цилиндрическому отверстию, торцу и шпонке – оправдана, так как позволяет повысить производительность труда в крупносерийном и массовом производствах за счет использования регулируемых (бесподналадочных) инструментальных оправок и втулок с микрометрическими гайками для настройки вылета инструмента вне станка в специальных приборах или приспособлениях.
Базированию по цилиндрической поверхности присущ недостаток – наличие зазора в пределах посадки база - оправка. В агрегатных станках этот недостаток устранен за счет направления инструмента с помощью кондукторных втулок (плит). В универсальных сверлильных станках точность обработки зависит от точности изготовления баз в шпинделе и сопрягаемых с ними инструментальных оправок, так как в мелкосерийном и единичном производствах превалирует способ обработки по разметке.
Преимущество базирования по схеме «К» (шпинделей по ГОСТ 13876) может быть эффективно использовано и в мелкосерийном производстве при выполнении на одном универсальном станке с ручным управлением нескольких разнообразных переходов с помощью предварительно подготовленных и настроенных комплектов оправка - инструмент. В этом случае целесообразно использование шариковых «быстрых» зажимов (рис. 27).

Рис. 27. Специальный шпиндель вертикального сверлильного станка с «быстрым» шариковым зажимом регулируемой оправки в положении «закреплено» (а) и «раскреплено» (б): 1 – шпиндель (базы типа К); 2 – кольцо стопорное; 3 – втулка зажимная; 4 –регулировочная гайка оправки; 5 – оправка регулируемая; 6 – шарик-плунжер
Съем оправки производится после подъема зажимной втулки 3 до упора в стопорное кольцо 2 и выкатывания шарика-плунжера 6 в «карман» втулки. После установки новой оправки с инструментом зажимная втулки 3 опускается и своим коническим участком под действием силы тяжести зажимает шариком-плунжером 6 оправку за специальную клиновую лыску (что предотвращает самопроизвольное выдвижение оправки из шпинделя). В станках горизонтальной компоновки зажимная втулки 3 выполняется подпружиненной.
Однако ГОСТ 13876 регламентирует конструкции шпинделей только с винтовым креплением цилиндрических хвостовиков регулируемых втулок и оправок. При наличии в производстве сверлильных станков с такими шпинделями можно рекомендовать несложную модернизацию их под схему «быстрого зажима». На рис. 28 показан разрез модернизированного шпинделя.

Рис. 28. Шпиндель сверлильного станка с базами по ГОСТ 13876, модернизированный под схему «быстрого зажима»: 1 - шпиндель; 2 - стопорный винт; 3 - паз; 4 - кожух; 5 - плунжер; 6 - втулка зажимная
Зажимная втулка 6 имеет конструкцию, аналогичную показанной на рис. 27, но отличающуюся продольным сквозным пазом 3. Ограничителем хода втулки является стопорный винт 2, ввинчиваемый через паз (ширина паза равна диаметру винта). В стандартном шпинделе невозможно использовать в качестве плунжера шарик без сверления в шпинделе дополнительного отверстия, поэтому этот зажимной элемент выполняется в виде овального стержня с незначительным утолщением со стороны втулки, предотвращающим его выпадение внутрь шпинделя. Для установки плунжера среднее резьбовое отверстие шпинделя обрабатывается разверткой (9,2 мм для базы шпинделя 28 мм и10,8 мм для баз 36 и 48 мм). К плунжеру предъявляются высокие требования по механическим свойствам (твердостьHRC Э 55…60), поэтому он изготавливается из высококачественной инструментальной стали (30ХГСА, 9ХС, 35Х3НМ и т.п.).
Сборка такого патрона должна производиться в следующей последовательности: кожух и втулка устанавливаются на шпиндель и поднимаются выше среднего отверстия, в которое вставляется плунжер 5, после чего втулка опускается (для прохода головки плунжера в нижней части втулки выполнен паз). Стопорный винт 2 через паз 3 втулки ввинчивается в верхнее резьбовое отверстие шпинделя, кожух надевается на втулку и закрепляется винтом.
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КОНЦЫ ШПИНДЕЛЕЙ
СВЕРЛИЛЬНЫХ, РАСТОЧНЫХ
И ФРЕЗЕРНЫХ СТАНКОВ
РАЗМЕРЫ. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственного Совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации 21 октября 1993 г.
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Республика Беларусь |
Белстандарт |
|
Республика Кыргызстан |
Кыргызстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Таджикистан |
Таджикстандарт |
|
Туркменистан |
Туркменглавгосинспекция |
|
Госстандарт Украины |
3 Стандарт соответствует международному стандарту ИСО 297-88 в части размеров концов шпинделей с конусом 7:24 и размеров шпонок, используемых в их конструкциях
4. Размеры, заключенные в скобки, - для станков, спроектированных до 01.01.94.
Таблица 1
Размеры, мм
|
D 1 не менее |
|||||||
|
пред. откл. |
|||||||
|
Метрический |
|||||||
Примечания:
1. Размеры D, d, d 1 , l 1 , l 2 , g , h - по ГОСТ 25557 .
3. Форма и размеры отверстия d 1 для станков с механизированным креплением инструмента не регламентируются.
Исполнение 3
Таблица 2
Размеры, мм
Исполнение 4
Исполнение 5
Исполнение 6
Исполнение 7
Исполнение 8
* Для станков с ручной сменой инструмента допускается принимать предельное отклонение положения основной плоскости относительно ее теоретического положения равным ±0,4 мм.
1 - шпонка; 2 - винт по ГОСТ 11738 ; 3 - штифт по ГОСТ 3128
Таблица 3
Размеры, мм
|
Исполнение |
Значения размеров для конуса конца шпинделя |
|||||||||||||||||||
|
не менее |
||||||||||||||||||||
|
3-й ряд (поле допуска h5) |
||||||||||||||||||||
|
D 2 (поле допуска Js12) |
||||||||||||||||||||
|
d 1 , не менее |
||||||||||||||||||||
|
d 2 (поле допуска H12) |
||||||||||||||||||||
|
L, не менее |
||||||||||||||||||||
|
l 2 , не менее |
||||||||||||||||||||
|
С , не менее |
||||||||||||||||||||
|
m , не менее |
||||||||||||||||||||
|
n , не более |
||||||||||||||||||||
|
E/2, не менее |
||||||||||||||||||||
|
(поле допуска М6) |
||||||||||||||||||||
|
Шпонка (поз. 1) (поле допуска h5) |
||||||||||||||||||||
|
r, не более |
||||||||||||||||||||
|
(пред. откл. ±0,2) |
||||||||||||||||||||
|
M6 - 6g × 16.56.05 |
М8 - 6g × 20.56.05 |
М10 - 6g × 30.56.05 M12 - 6g × 25.56.05 |
М16 - 6g × 35.56.05 (M12 - 6g × 45.56.05 |
М16 - 6g × 55.56.05 (M12 - 6g × 45.56.05 |
М20 - 6g × 45.56.05 |
М20 - 6g × 65.56.05 (М20 - 6g × 60.56.05 |
||||||||||||||
|
M6 - 6g × 25.56.05 |
М8 - 6g × 25.56.05 |
М10 - 6g × 35.56.05 M12 - 6g × 30.56.05 |
||||||||||||||||||
Примечания:
1. 1-й ряд размера D 1 - для концов шпинделей со шпонками (поз. 1), выполненными задело со шпинделем, или с привертными шпонками, имеющими максимальную длину, уменьшенную по сравнению с указанной в табл. 4 и определяемую размером D 1 .
2-й ряд размера D 1 - для концов шпинделей с привертными шпонками, размеры которых соответствуют указанным в табл. 4.
3-й ряд размера D 1 - для концов шпинделей с привертными шпонками и возможностью закрепления инструмента с базированием по наружному диаметру шпинделя.
2. Для станков с автоматической сменой инструмента размеры d 1 , d 2 и L, а также резьбовые отверстия d 3 не регламентируются.
3. Допускается увеличение длины винта и размера l до значений, определяемых расчетом.
4. Для концов шпинделей с размерами D 1 по 1-му ряду значения размеров D 2 и f не регламентируются.
5. Допускается изготовление концов шпинделей исполнения 5 без стопорных, штифтов (поз. 3) и с резьбовыми отверстиями d 3 в торце шпинделя.
6. Значения размеров a, a 1 d 4 , l 1 являются рекомендуемыми.
7. Допускается применение винтов (поз. 2) по ГОСТ 11738 с механическими свойствами, соответствующими классу прочности 6.8 по ГОСТ 1759.4 , с покрытием 06 по ГОСТ 1759.0 .
8. Допускается исполнять концы шпинделей станков с ручной сменой инструмента с резьбой по наружной поверхности для крепления инструмента.
Пример условного обозначения конца шпинделя исполнения 1 с конусом Морзе 1:
То же, исполнение 1 с метрическим конусом 80:
То же, исполнение 5 с конусом 30:
5. Шпонки (поз. 1), используемые в конструкциях концов шпинделей исполнений 4 - 8, должны изготавливаться следующих исполнений:
1 - для концов шпинделей исполнений 4 и 6;
2 - для концов шпинделей исполнения 5;
3 - для концов шпинделей исполнений 7 и 8.
Конструкция и размеры шпонок должны соответствовать указанным на черт. 4 и в табл. 4.
Таблица 4
Размеры, мм
|
Обозначение конуса конца шпинделя |
b (поле допуска h5) |
l, не более |
l 2 (пред. откл. ±0,1) |
с , не более |
|||||||||||||
|
Исполнения 1 и 3 |
Исполнение 2 |
Исполнения 1 и 3 |
Исполнение 2 |
Исполнения 1 и 3 |
Исполнение 2 |
||||||||||||
|
пред. откл. -0,2 |
|||||||||||||||||
Примечания:
1. Значения размеров d 2 , h 3 , l 3 являются рекомендуемыми.
2. В технически обоснованных случаях допускается увеличивать размер l в пределах габарита, определяемого значениями D 1 по табл. 3.
Пример условного обозначения шпонки исполнения 1 для конца шпинделя с конусом 30:
6. Неуказанные предельные отклонения размеров: отверстий - по Н14, валов - по h14, прочих - .
7. Степень точности изготовления конусов шпинделей должна соответствовать указанной в табл. 5.
Таблица 5
|
Степень точности конуса шпинделя |
|||
|
ГОСТ 9953 , а также конуса шпинделя по ГОСТ 25557 должны соответствовать ГОСТ 2848 . Допуски угла и формы конуса шпинделя по ГОСТ 15945 должны соответствовать ГОСТ 19860 .
9. Поверхностная твердость концов шпинделей с конусами 30 и 40 и конусами Морзе 0...4 не должна быть ниже 55 HRC э, для остальных концов шпинделей 58 ... 64 HRC э (кроме резьбы). 10. Твердость шпонок - 30 ... 40 HRC э. ИНФОРМАЦИОННЫЕ ДАННЫЕ ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ | |||